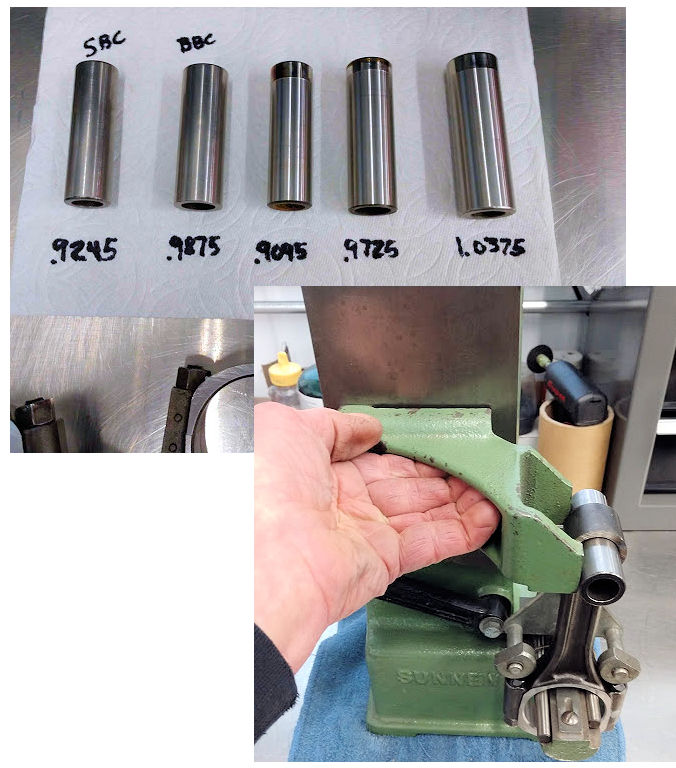
CHEAP AND EASY RING SQUARING TOOLS I made many different size tools for quick and easy piston ring squaring when end gapping. I used scraps from leftover cylinder sleeves and turned them to size on my lathe. They don't take up much space for storage even with more...

CHEAP AND EASY RING SQUARING TOOLS
read more