
My lathe does have a 4-jaw chuck, but this small one is quicker and easier for small jobs that need to be precise. I machined up a spud for the small chuck, and I just chuck it in the lathe's 3-jaw. It saves a lot of time. Randy Torvinen Torvinen Machine Menahga,...
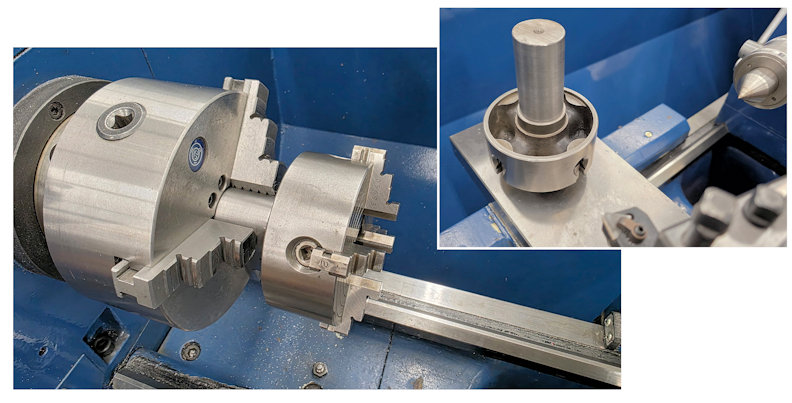
QUICK 4-JAW
read more




