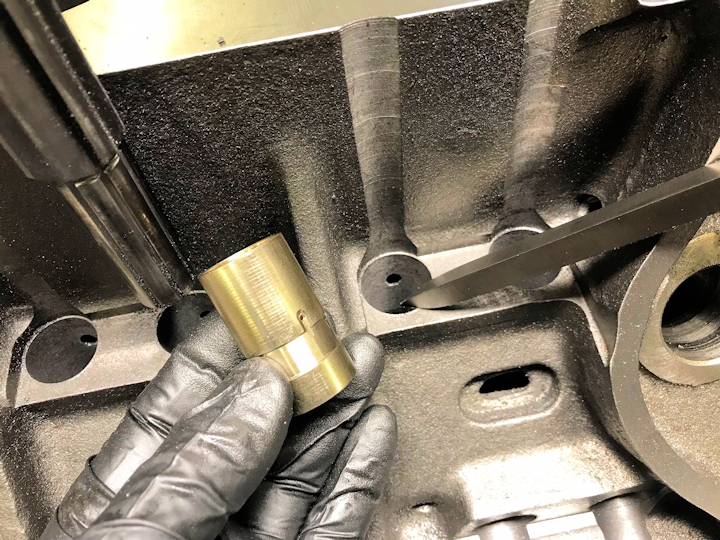
When boring the cylinders in an engine block, you have to set up a tool bit and it takes time to do so. If you have a preset bit for each of the most common engine bores, you just have to pick it up and use it. They are ready to use and make the job quicker and...

PRESET BORING TOOLS
read more