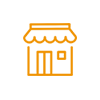
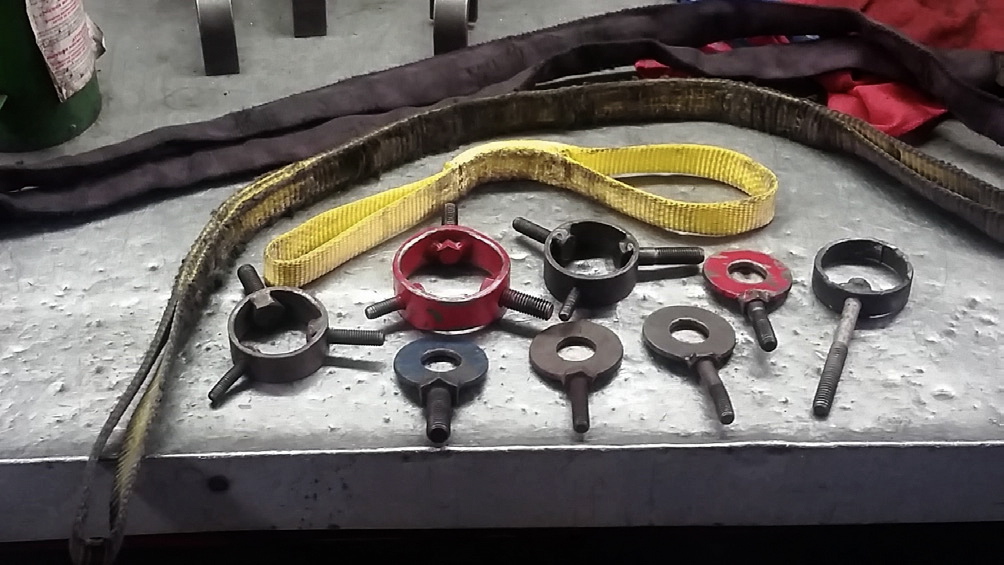
ROTTLER HM3 HONE REPAIR Here is how you can repair the Hone head since Rottler does not service the head any longer. You can use a Regis part number RSI218. You will need to drill out the top of pinion to remove the expander nut. Then cut the top of the shaft and...
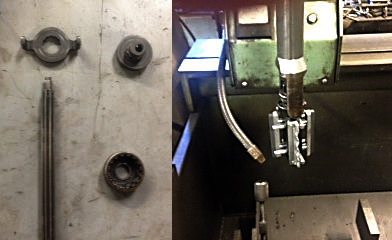
ROTTLER HM3 HONE REPAIR
read more