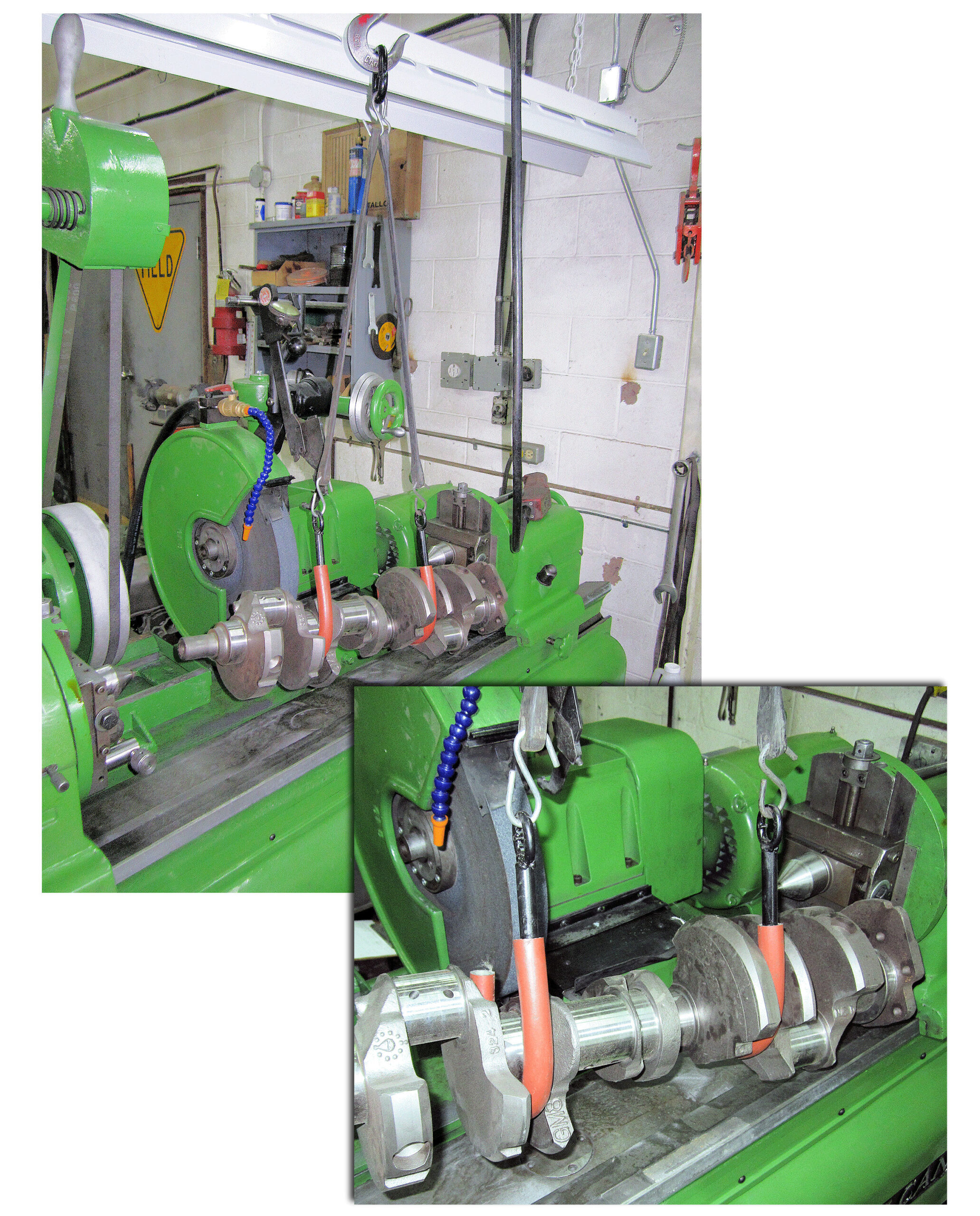
BALANCING ACT When adding heavy metal to a crank while balancing, the correct placement can be determined by adding the effective gain of your tungsten slug by moving this adjustable device to the approximate location on the counterweight and dialing in the exact...

BALANCING ACT
read more