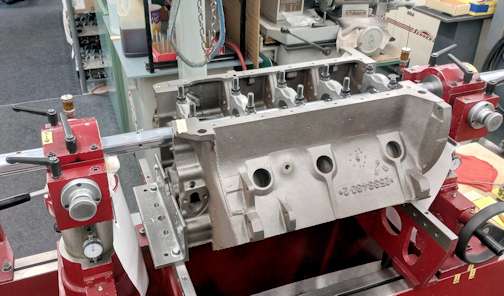
OIL PUMP PRESSURE TESTER When modifying oil pumps for max relief pressure, it can be a crapshoot until the engine is running. This is one of my 50-year-old test units manufactured essentially from spare parts. A main cap, pressure gauge, and a sealable container. (To...

OIL PUMP PRESSURE TESTER
read more