
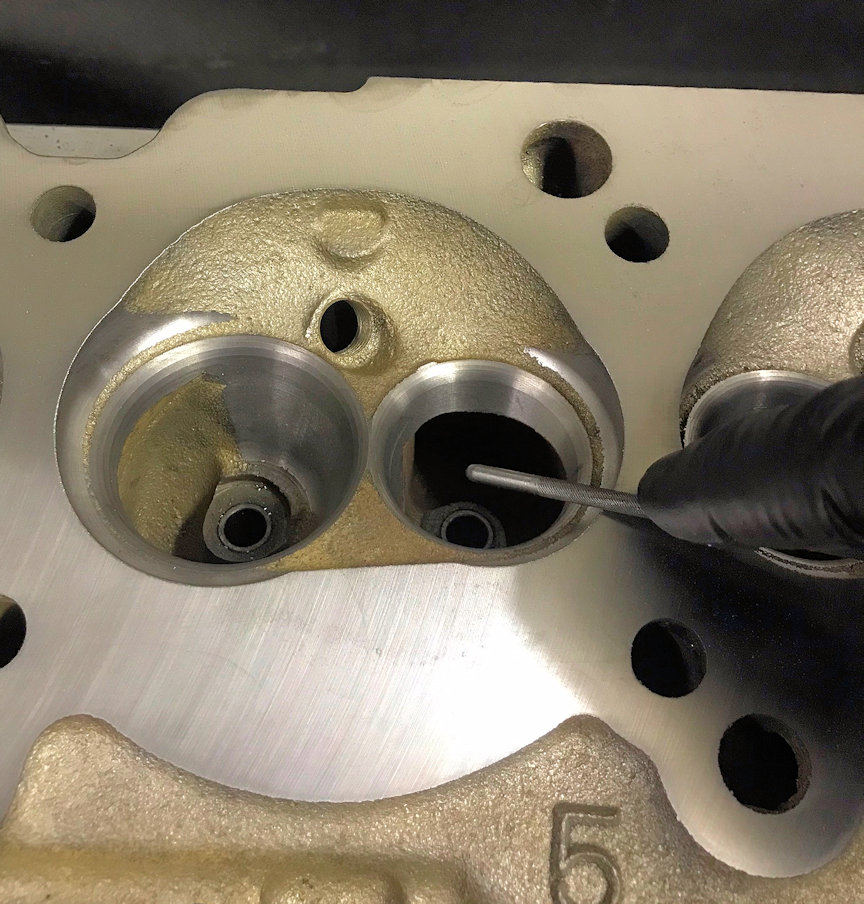
CHAMFER FILE After surfacing heads, I like to chamfer the bolt holes and chambers. For the bolt holes, the common chamfering tool in a hand drill is great. For chambers, I’ve found that while a razor blade works excellent for aluminum, a file works best for iron. I...
CHAMFER FILE
read more




