TRAVEL DIAL For lathes without a DRO, a 2" travel dial indicator to measure carriage travel is handy. I quickly made this simple compact indicator mount clamp from two pieces of scrap aluminum. To eliminate the need for a wrench to tighten or loosen it when...
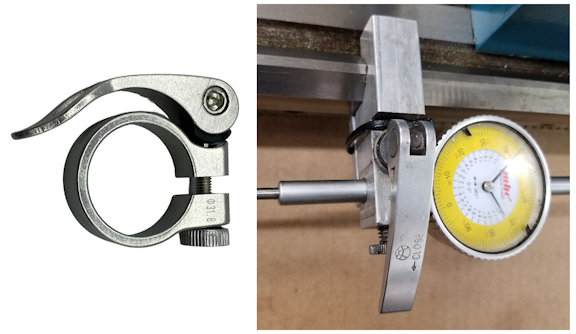
TRAVEL DIAL
read more