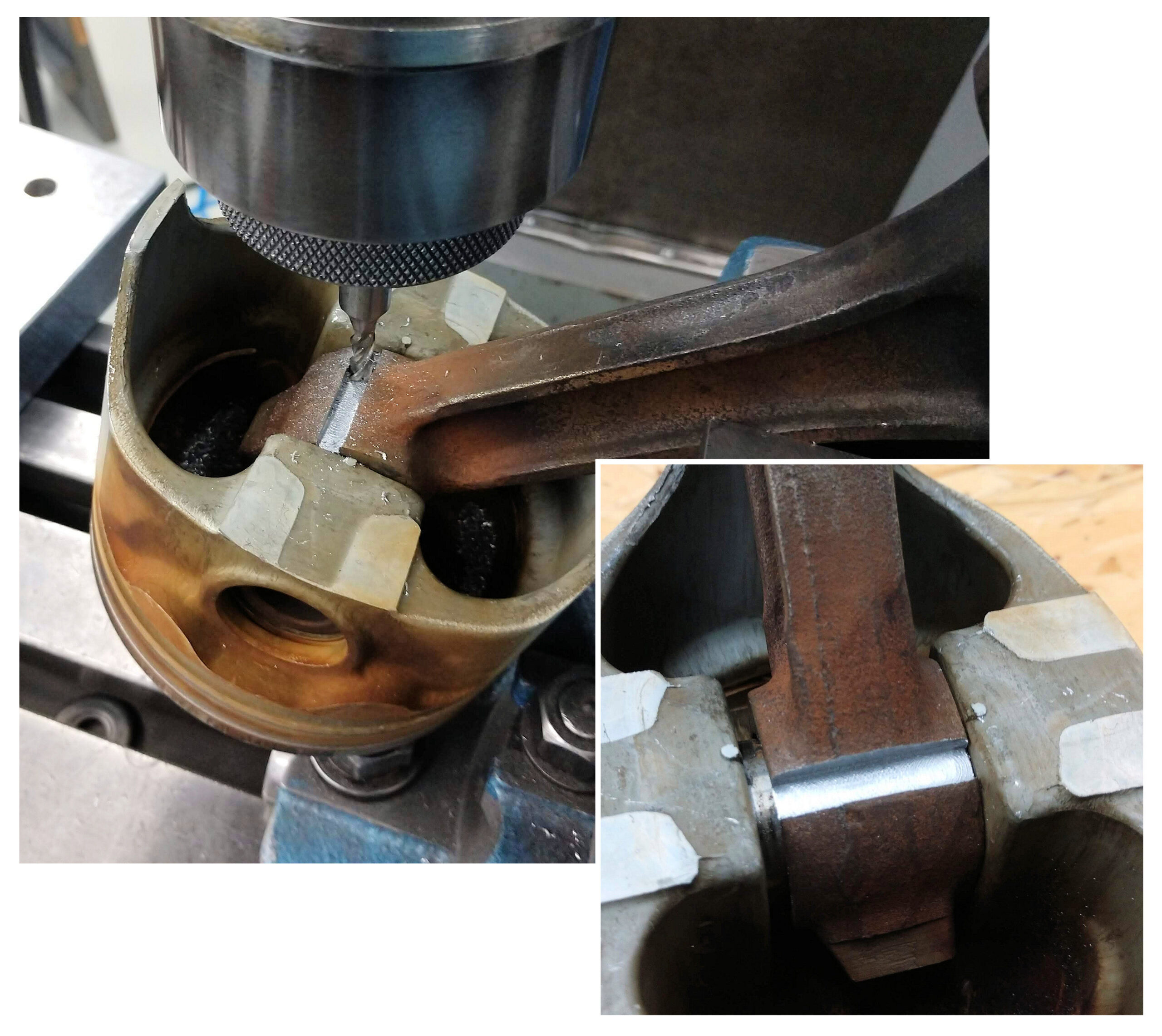
CONVOLUTED IDEA On many spray-wash machines, the "parts tree" will scuff up a freshly surfaced cylinder head if it is allowed to touch it. I simply slide some Convoluted Wire Tube over the branches of the tree and the heads are safe. Sometimes it can be difficult to...
CONVOLUTED IDEA
read more