I use steel shop carts to contain the mess of chips and honing oil. After I deck and bore a block, I'll screw in short bolts in a couple head bolt holes to protect the deck when rolling it over. The job should look good when it's done, and this is simple and...
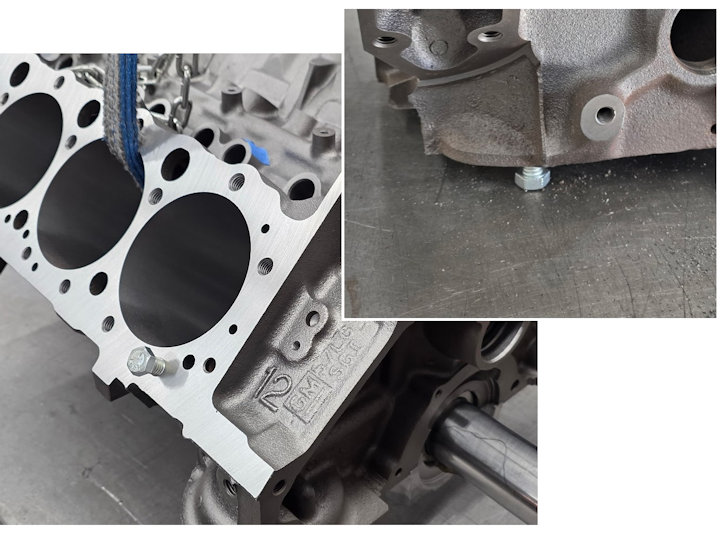
PROTECT YOUR DECK
read more