
by Donnie Hurt | May 1, 2023 | BLOCK WORK
ADDED HONE TANK FILTRATION Lay used air filter rolls under your engine block, or other parts being honed, to collect as much grit as possible. It saves you time and money by extending the life of the oil filter on your machine. We triple up the layers directly under...
by Donnie Hurt | Apr 1, 2023 | CYLINDER HEADS
VALVE KEEPERS CAN GO FLYING I use my magnetic screwdriver with a small diameter Phillips bit to collect the valve keepers as I compress the springs on overhead cam cylinder heads. The small Phillips bit becomes magnetized when it is inserted into the magnetic...

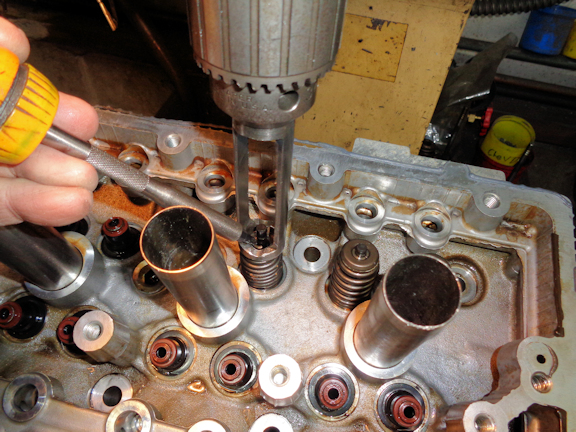
by Donnie Hurt | Apr 1, 2023 | DISASSEMBLY & CLEANING
OIL PASSAGE CLEANING When the passages are needing a little extra cleaning, I cut the eyelet off the end of the metal oil galley brushes so I can chuck them into a drill. I have found this method to work much better than by hand. Bruce Serene Hillsboro Racing Engines...

by Donnie Hurt | Apr 1, 2023 | CYLINDER HEADS
DAMPER/VALVE GUIDE INSTALL TOOL We are a two-man shop, so sometimes wrestling a head this size in the shop press is a bit sketchy. To reduce risk of injury or damage, we installed the guides using our harmonic damper installation tool. It may not be the quickest...

by Donnie Hurt | Apr 1, 2023 | TOOLING
ADD A MAGNETIC TOOL HOLDER I’ve had this inexpensive magnetic welder’s square for years and have never found a good use for it, until now. This red magnetic square save time spent bending over to retrieve the tools off the floor after blowing off chips...


