by Donnie Hurt | Dec 1, 2022 | DISASSEMBLY & CLEANING
UNDER PRESSURE 3rd Gen Hemi MDS plugs can be tricky to remove. Even more so to get them out without breaking them! Here’s a simple trick. Spray some penetrating oil around all the plugs, then apply compressed air with a rubber tipped air blower to the MDS drain...

by Donnie Hurt | Dec 1, 2022 | CYLINDER HEADS
JUST IN CASE YOU MISS Everyone misses occasionally, and this helps avoid dents and damage. When I need to adjust the guides to the correct depth after getting close with the air hammer it’s good to protect the head. Everyone misses sooner or later, and this...

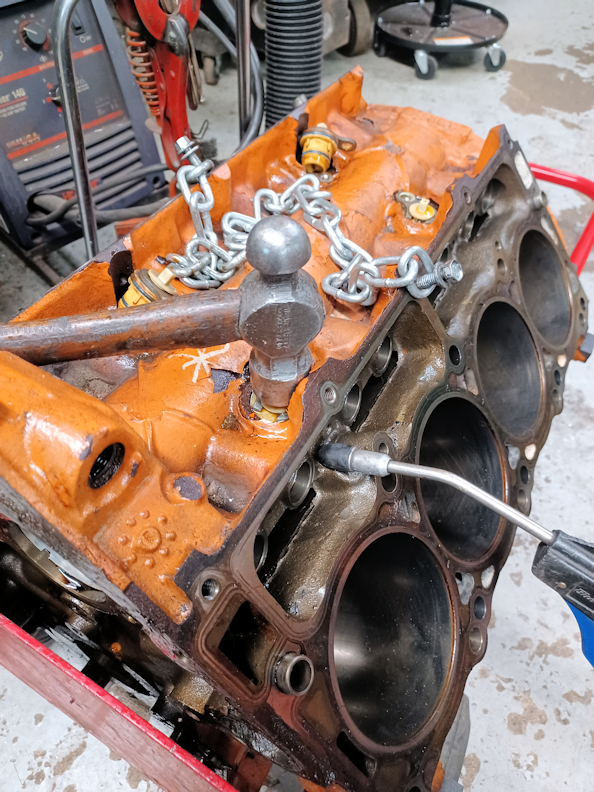
by Donnie Hurt | Dec 1, 2022 | CRANKSHAFTS & CONNECTING RODS
APPLY PRESSURE HERE I found myself without a welder to use to remove a check ball staked into the end of an oil passage of a crankshaft. So, I applied a different technique to remove it to clean the crank. I clamped some piece of steel together to form some “Caps”. I...

by Donnie Hurt | Dec 1, 2022 | CRANKSHAFTS & CONNECTING RODS
RECONDITIONING DIESEL CONNECTING RODS The goal when servicing diesel connecting rods is to ensure the full set of rods are straight, on size and of the correct length. They should be machined back to the original OEM specification. Honeable bushings are acceptable if...

by Donnie Hurt | Dec 1, 2022 | CYLINDER HEADS
DRAG MARKS When resurfacing aluminum heads where the seat insert is contacted, sometimes the tool bit can leave tracking or drag marks across the deck surface in that area. To avoid this, you may be able to simply chamfer the seat slightly before the finish cut, so...


