
by Donnie Hurt | Aug 1, 2022 | CRANKSHAFTS & CONNECTING RODS
O’RING END STOP When honing some parts on the rod machine, I use an O-ring on the mandrel as a visual end stop for proper overstroke. This really helps on things like motorcycle cases and multi rod assemblies to ensure proper mandrel over stroke coverage. It also...

by Donnie Hurt | Aug 1, 2022 | OTHER SHOP WORK
INSTALLER EXTENSION The harmonic balancers on the 5.0 Fords are deep and need extra space. I used a small PVC pipe coupler to extend the reach of the installer. It is cheap, lightweight, and works great. Pete Ross Petes Car Care Rochester, IL August,...
by Donnie Hurt | Aug 1, 2022 | PISTONS & RINGS
FITTING IN A SIZE SMALLER After file fitting piston rings to get the perfect end gaps, we need to remove all burrs left from the filing process. Despite all our best efforts, sometimes we install a ring on the piston and still notice a little drag when testing for...

by Donnie Hurt | Jul 1, 2022 | OTHER SHOP WORK
THREAD IT TO REMOVE IT Solid smaller sized dowel pins can be stubborn sometimes. One of the most useful ways I’ve found to deal with the really stubborn ones is to start by putting a heavy chamfer the outside edge of the dowel with a grinder. Then I run a die on...
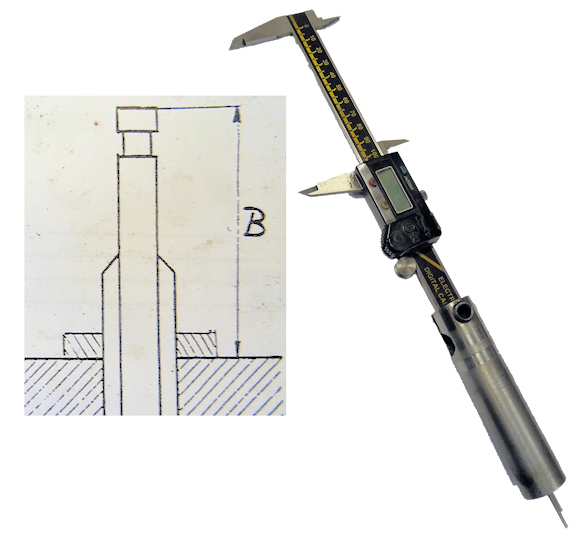
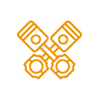
by Donnie Hurt | Jul 1, 2022 | CYLINDER HEADS
HOMEMADE VALVE HEIGHT MEASURING I made a valve tool to measure valve tip height as shown in the picture. I use it before cutting and write it down and check it after valve job. It is also very handy when setting new valve seats. It is easy to make. Take a digital...


