by Donnie Hurt | Oct 1, 2020 | CRANKSHAFTS & CONNECTING RODS
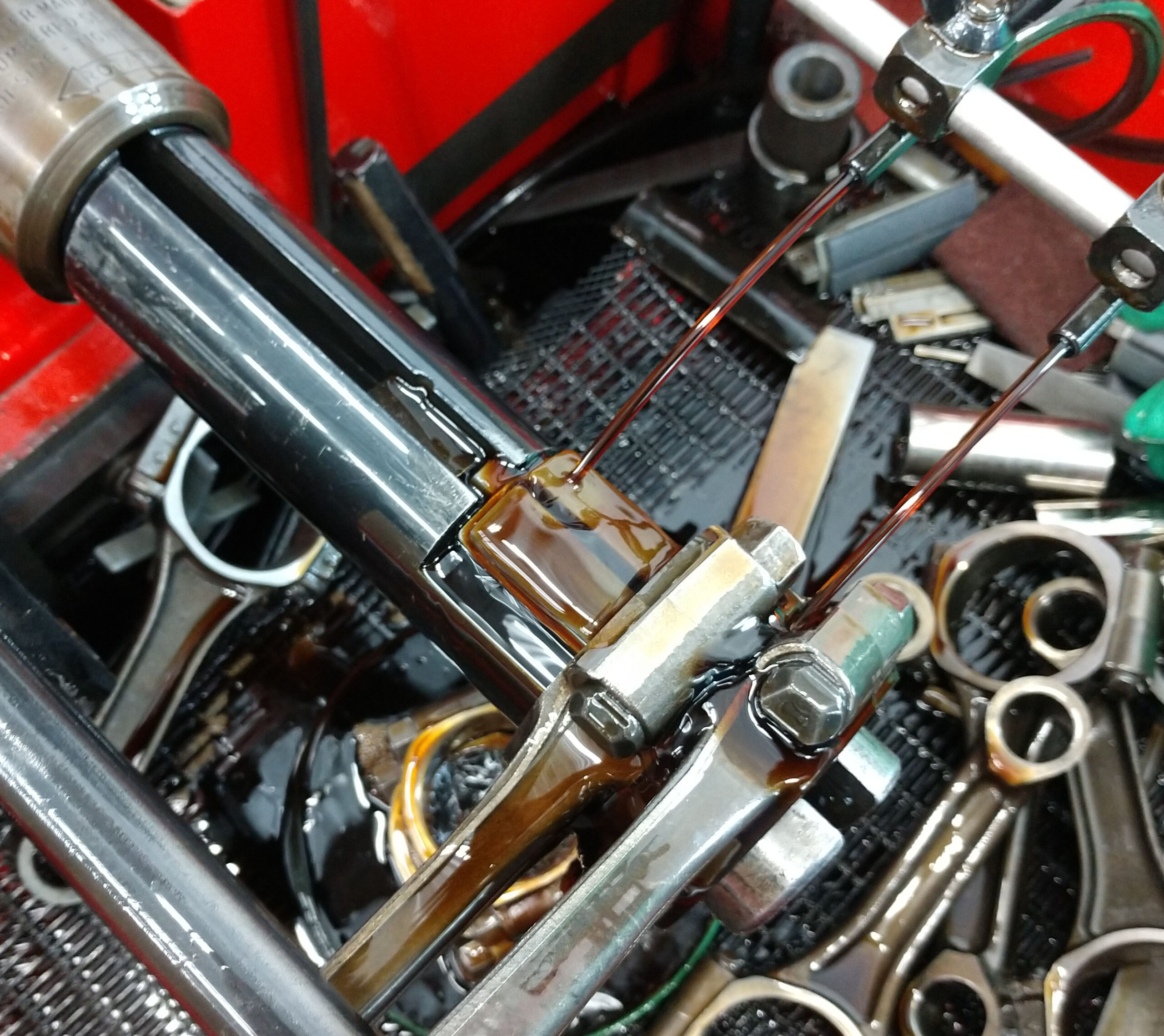
OIL STREAM STROKE STOP When resizing connecting rods, I set the oil stream to where I want the stroke to end. That makes it easy and an easy visual reference. Randy Torvinen Torvinen’s Machine Menahga, MN October, 2020

by Donnie Hurt | Sep 1, 2020 | CAMSHAFTS & VALVE TRAIN
NUMBER YOUR LIFTERS When installing flat tappet lifters, we number the lifters to their corresponding cylinders. This can be useful in the event that the engine is ever disassembled. This helps to keep the lifters from getting out of order and to ensure they are put...

by Donnie Hurt | Sep 1, 2020 | BLOCK WORK
TEST FIT CAMS I have a good dozen cams to test fit the Cam Bearings after installing when I don’t have the customers Cam. I polished the journals and taped up the lobes to keep from marking up the bearings. This makes for a better looking, finished job. I also...
by Donnie Hurt | Sep 1, 2020 | CYLINDER HEADS
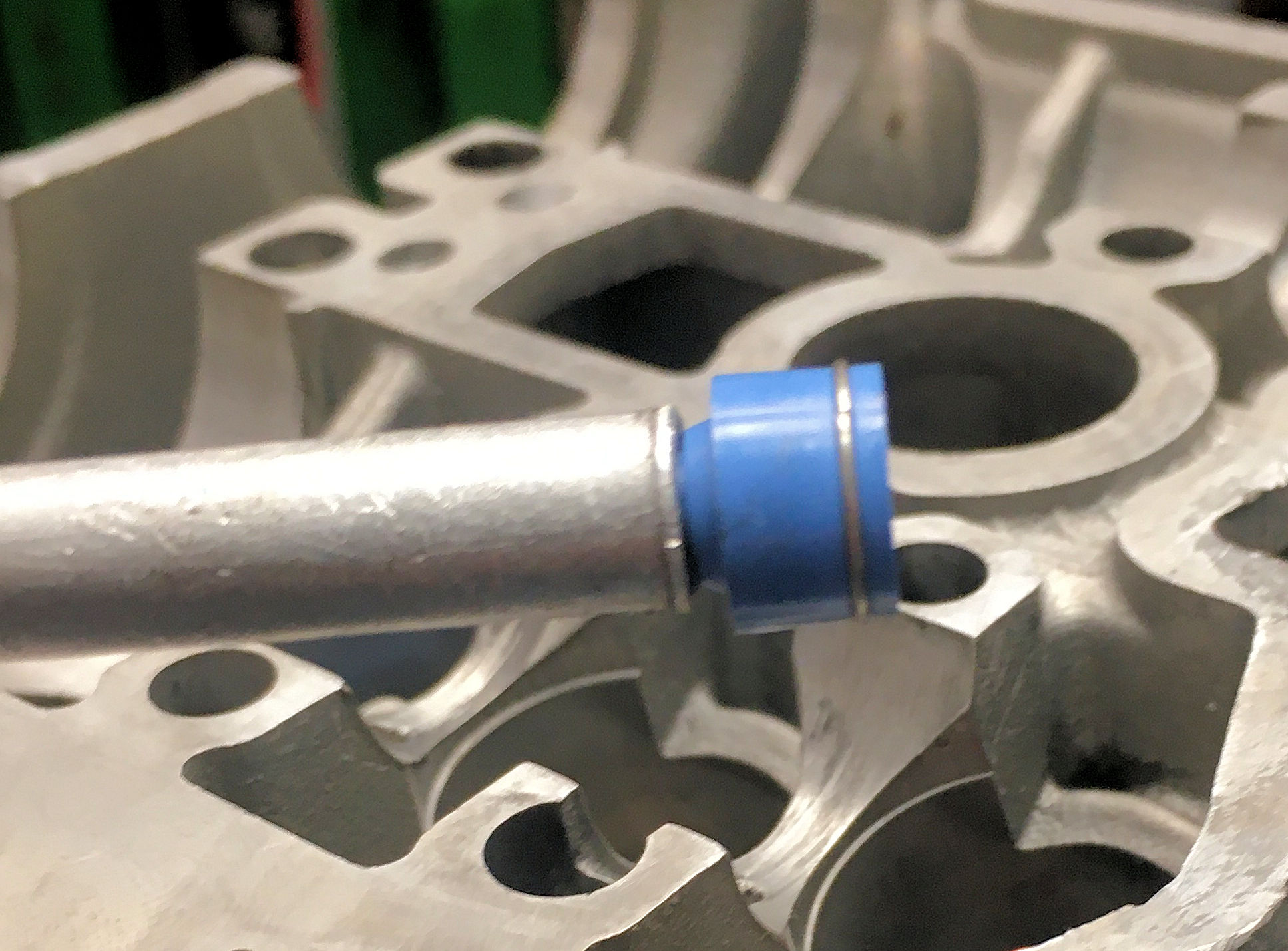
MAGNETIC SEAL When installing valve stem seals on OHC cylinder heads, I use a small pencil magnet on the top side of many valve seals to locate them over the valve stem. There is enough magnetic material on the seal from the tension band that the magnet holds the seal...
by Donnie Hurt | Sep 1, 2020 | PISTONS & RINGS
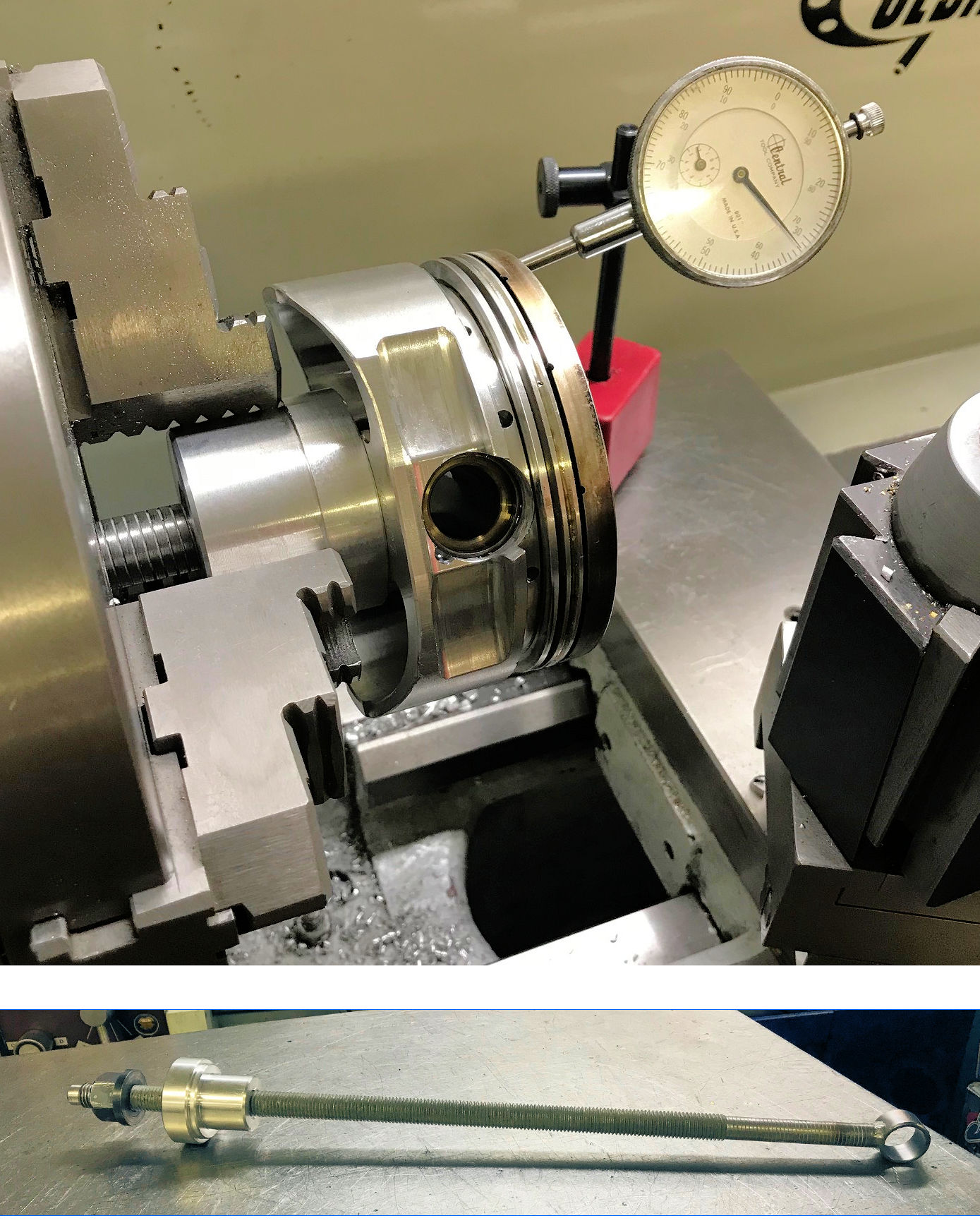
PISTON FIXTURE A simple way to chuck pistons into the lathe is to make a draw rod assembly that goes through the head stock of the lathe. I made a bushing to locate it and give the draw nut a place to seat. Sometimes you may have to make a ring adapter for the...


