
BROWSE BY CATEGORY
BROWSE ALL SHOP SOLUTIONS

PISTON LOADED ROCKER ARMS
Some Honda V-TEC engines have piston-loaded rocker arms that shoot out during disassembly. To avoid this, we loosen the bar a little, just enough to slide a rubber band under and tie it as shown in the picture. Luis Guzman Technomotors El Paso, TX

MARK THE BEARINGS
When I'm working on something other than the familiar V8s, I mark the cam bearings with a scribe to indicate their location and orientation. Also, I'll measure how far they are in from the front and back, and note the center bearings. It sure helps when the time comes...

SHOP CARTS
I often use one of my shop carts to lay out tooling for a machine job, like on the seat and guide machine, as shown. As you all know, it's often a lot of pieces. To prevent anything from rolling off the table, I place a couple of shop towels down and use welding...
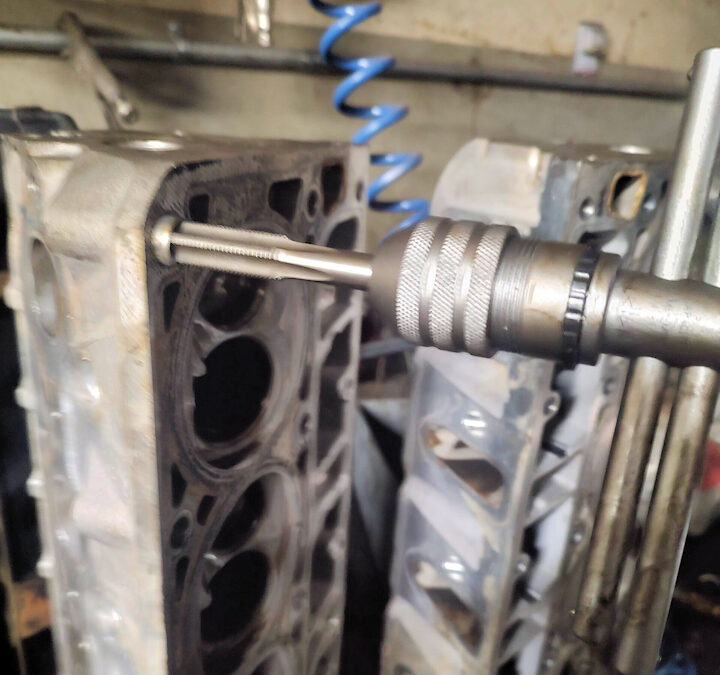
LS HEAD DOWEL REMOVAL
The hardest issue in dealing with LS heads is that most mechanics leave the head dowels inserted in position, and they’re extremely hard to remove. A simple solution is to insert a 14mm, tap in the dowels and twist as if you are going to tap. You can see that it...

QUICKARBOR
Up against a deadline to ship engines, we elected to machine the 20 chrome water necks to fit, rather than return them and order more. To securely hold the water necks in our lathe, we needed a custom-sized expanding arbor. I made the arbor from a 4" length of...

EXPANDABLE DOWEL DRIVER
If you ever tried to get the locating dowels out of the Cummins main caps, you know that using a straight drift doesn't work. The bolt holes are tighter on the opposite side of the dowel end. I made an expandable driver spud that allows the removal end to be expanded...
