
BROWSE BY CATEGORY
BROWSE ALL SHOP SOLUTIONS

CRANKSHAFT TURNING ADAPTOR
To turn a small block Chevy crank with the damper on, I cut off an old crank snout and remove a few thousandths from the diameter so it would slide inside the damper. Than I can use it along with my crank-turning socket. Sylvain Tremblay Les Ateliers de Moteur...

SECONDARY RETENTION
If you find yourself having to fill a counterweight hole when balancing, here’s a tip. Once your piece of metal is installed, drill and tap for a tapered crack repair plug, as a secondary retention procedure. This, along with the press fit, gives you absolute...
MILLING HACKS
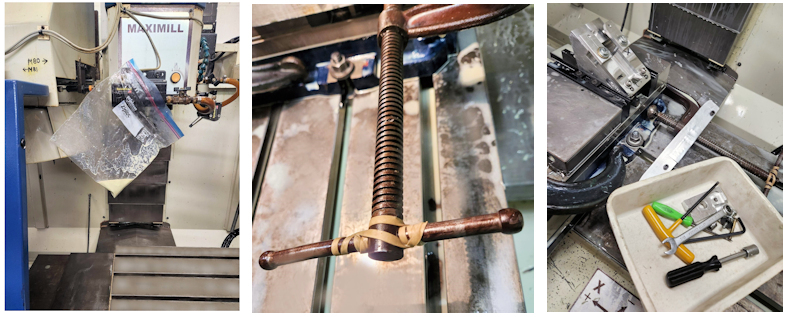
Here are three simple CNC milling hacks. 1.) Slip a zip-lock bag over a dripping coolant nozzle while loading and unloading a part or cleaning up the machine. This’ll save you some aggravation. 2.) Secure floppy C-clamp handles with a rubber band to save time, and a...
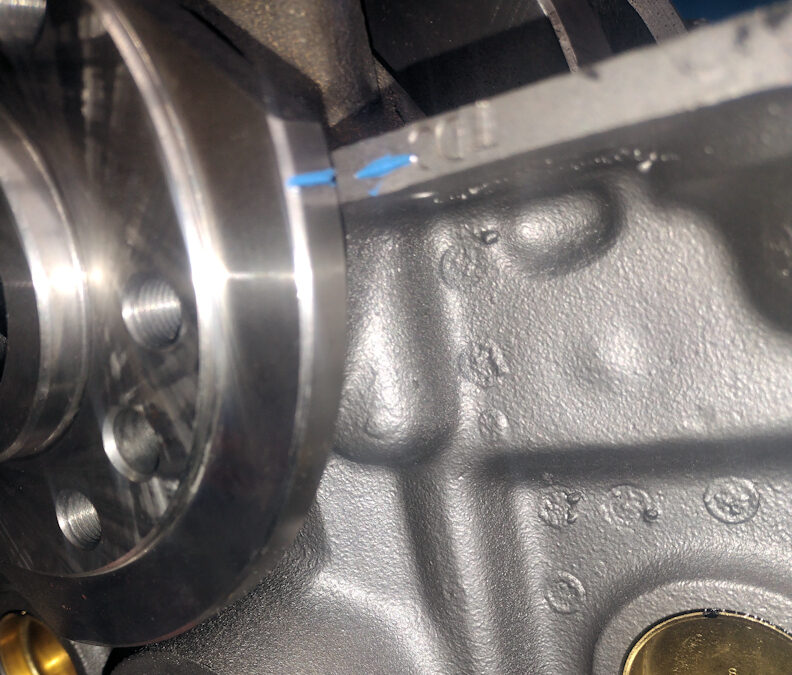
REAR TDC MARK
After I have established true TDC and I’m getting ready to degree my camshaft, I will take a sharp chisel and put a small mark on the back of the block and the crank. It helps to find TDC in the future should someone slip a balancer or change something up, causing us...

BALANCER AS STABILIZER
I hone the I.D. of an old harmonic balancer to slide on the crank, so it works as a stabilizer when removing and installing tone wheels. Arus Kinney AK's Engine and Machining Covington, GA

REPLACE YOUR DEGREE WHEEL
Replace your degree wheel with a digital inclinometer. You just must make sure the one you choose has a 180° mode. Many just reset at 90°. Zero at TDC and read the angle directly. Jim Steck AutoComponenti Brookville, OH
