
BROWSE BY CATEGORY
BROWSE ALL SHOP SOLUTIONS

SET-UP STEMS
SET-UP STEMS When checking in heads, it's nice to just use “Set-up Stems” instead of having a box of miscellaneous valves for testing. They can at least tell you if the valve guides are useable or worn. I have the common sizes, the ones I use a lot and plan to add...

THE GROOVY SPOT
THE GROOVY SPOT When I cut the oil groove in lifter bores, I put ink on the top of the cutting tool with a metal marker. It makes it easier to see which side the carbide cutter is on to be sure to cut the grooves on the passenger side of the lifter bores. Then I touch...

FIRE WIRE
FIRE WIRE When I install wire O-rings, I use a mini handheld belt sander to do the first 45° scarf cut. Then, I walk the ring wire around, partially depth-set in place, leaving about 5/8” of a tail. Next, I mark the mating end with a felt tip marker. This gives you a...
PLUG AND FITTING HOLDERS
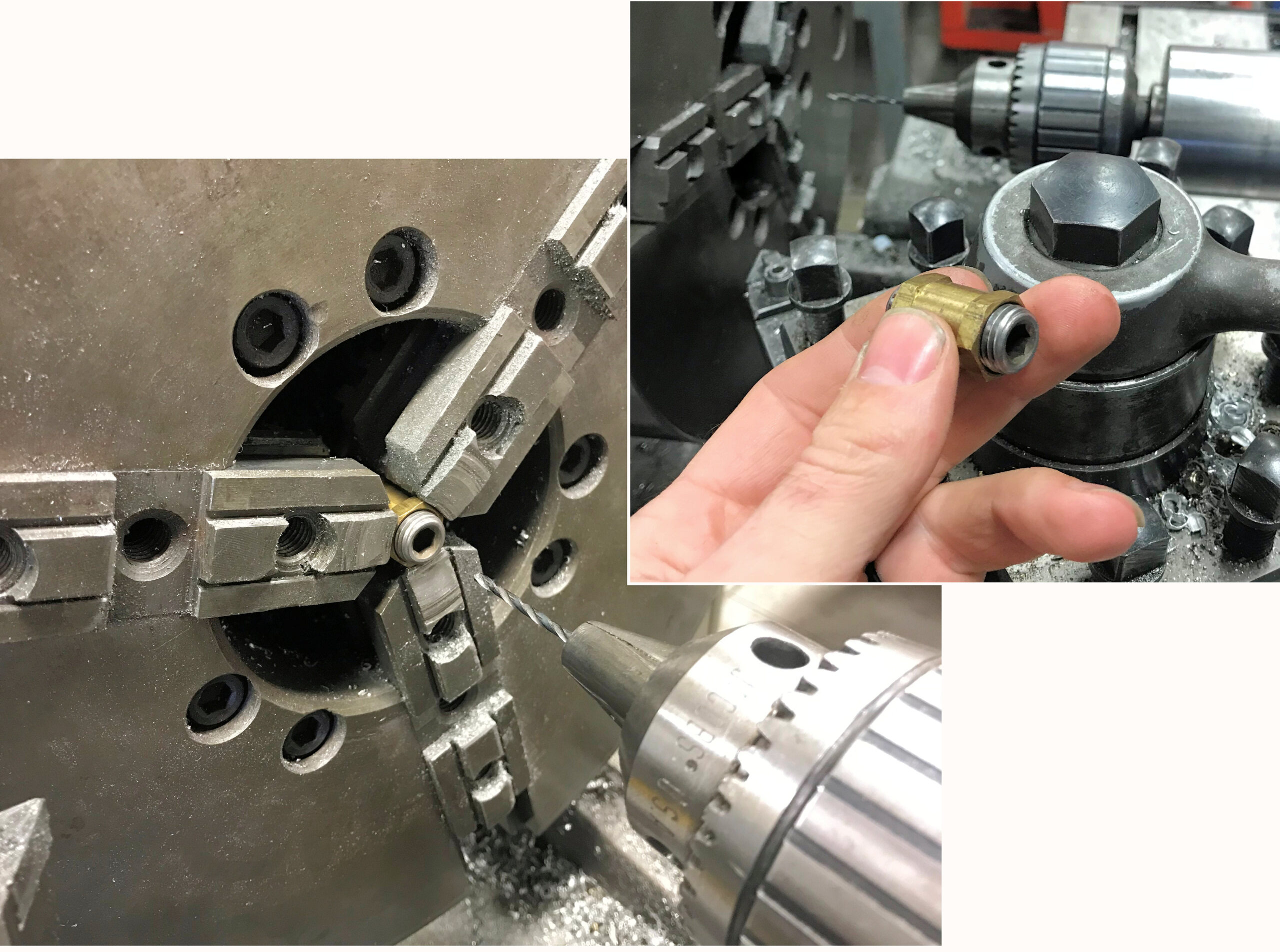
PLUG AND FITTING HOLDERS We keep NPT unions by the lathe for drilling pipe plugs for restrictors. We can screw the fitting in, chuck it up and use the lathe to drill the fitting. We use a split nut on conventional thread fittings. Adam Cofer Don Ott Racing Engines...

BEHIND CURTAIN #1
BEHIND CURTAIN #1 Everyone hates cleaning the flywheel grinder. Chipping or scraping takes time and is not very productive. We found that lining the inside of the machine with a cut up shower curtain or plastic sheet and using spring clips to secure it at the top...

BROKEN TAP OR EZ-OUT
BROKEN TAP OR EZ-OUT If you have broken a tap or easy-out, how do you drill it? Go to the hardware store and buy a few cheap masonry drills. The type with a spade piece of carbide in the end. These drills will put up with lots of abuse and you can drill a hole in a...
