
by Donnie Hurt | Nov 24, 2025 | OTHER SHOP WORK
It is a huge time-saver to attach a magnetic bar to your hoist to hold common lifting bolts. I also attached a swivel to the hook end to keep parts from twisting and bumping into things when lifted, and to make positioning easier. Arus Kinney AK’s Engine and...
by Donnie Hurt | Nov 10, 2025 | CYLINDER HEADS
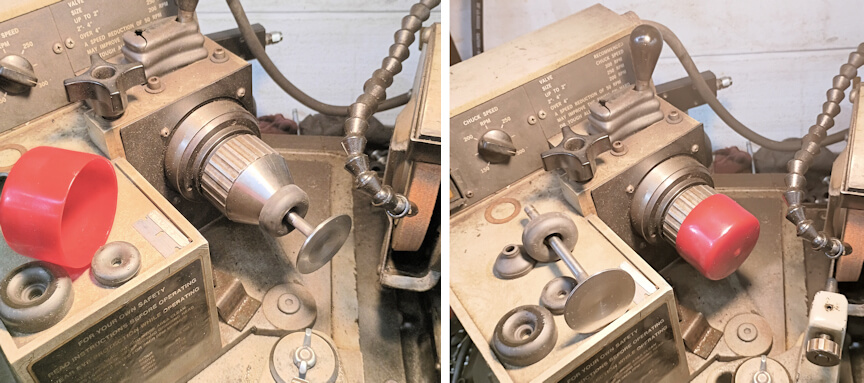
Although it is an old valve facer, it was in tip-top shape when I got it. To keep it that way, I use a rubber cap to cover the chuck when I dress the rock, and those black rubber discs are drum brake wheel cylinder caps. I have two different ones. One is for smaller...
by Donnie Hurt | Nov 1, 2025 | BLOCK WORK
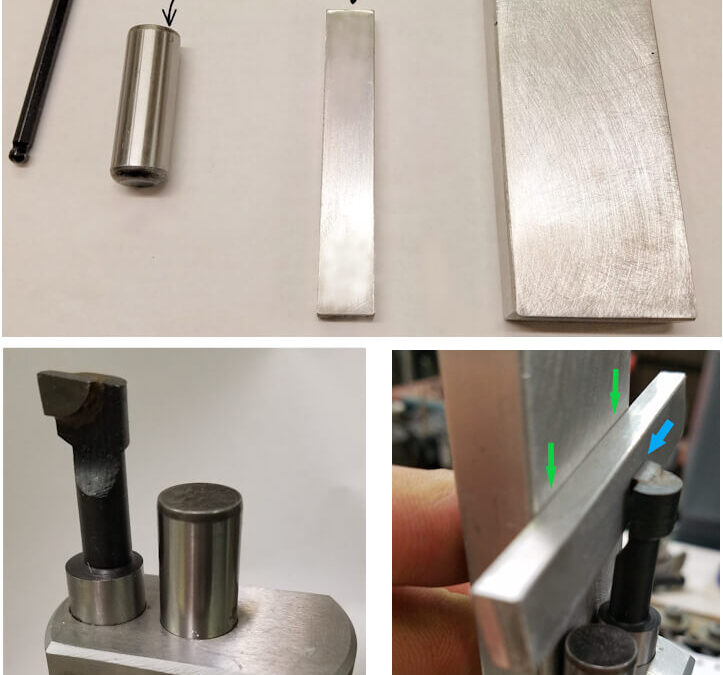
Here’s an easy way to precisely align or clock a boring tool in a boring head. You’ll need a dowel pin the same size as the tool shank to fit the boring head, a 1/4″ thick x 1/2″ aluminum flat bar, and a 1-1/2″ x 1/2″ aluminum flat...

by Donnie Hurt | Oct 30, 2025 | BLOCK WORK
When boring blocks, in addition to a cardboard chip deflector and a vacuum cleaner running under it, I still wipe the bar down with a microfiber as it retracts. Just one more way to keep chips out of the column seal. Ron Flood Cedar Machine North Branch,...

by Donnie Hurt | Oct 13, 2025 | CYLINDER HEADS
Continual measuring takes time and doesn’t make any money. I take a measurement from the gasket surface on diesel heads before removing the guides. I use a large diameter disc, add balancer washers, ARP washers and whatever it takes to get the guide driver the...


