
by Donnie Hurt | Aug 15, 2025 | OPERATIONS
This is one that many will identify with right away. When I open a bag of valve seals, hardware, tie wraps, etc, I mark the opening cut with a sharpie. On small parts that will go flying if you’re not careful, I’ll use red tape. This prevents you from...

by Donnie Hurt | Aug 15, 2025 | OTHER SHOP WORK
When setting up a job on one of our milling machines, we lightly run a fine grit whetstone lightly over the milling machine’s table to make sure there are no tiny dings, lumps or bumps on the table that may cause inaccuracies when milling. The whetstone eventually...

by Donnie Hurt | Aug 8, 2025 | OTHER SHOP WORK
When I need some quick parallels for small jobs, I use the blocks from the Mill Clamping Set. They are adjustable for height and work well for small projects like pressing off a power steering pump pulley. Randy Torvinen Torvinen’s Machine Menahga,...

by Donnie Hurt | Aug 8, 2025 | OTHER SHOP WORK
When drilling to repair stripped holes, I often use the VGS seat & guide machine. I made this little pilot to go in a good hole and level it up against the spindle, this one is 3/8-16, and I also have one made to go in 7/16 stud holes. I tipped it in the valve...
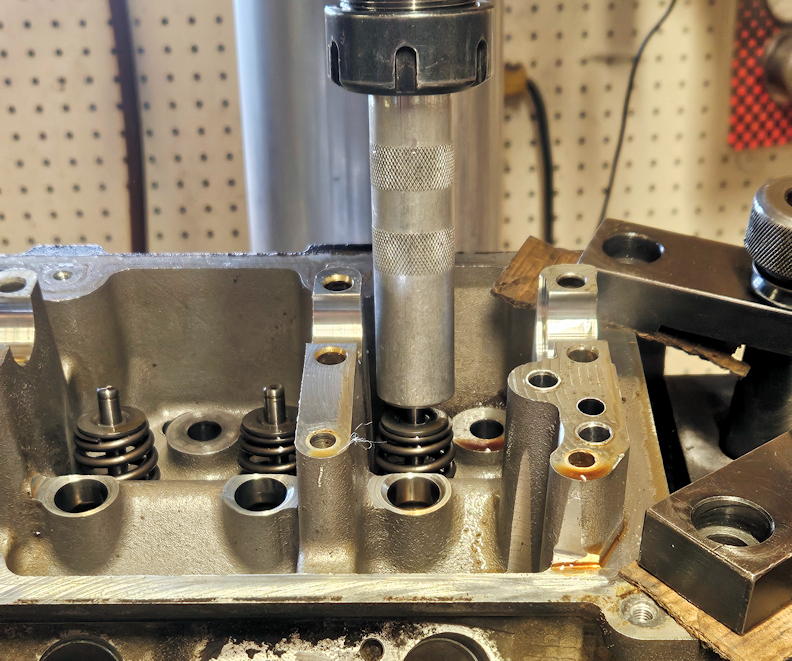
by Donnie Hurt | Aug 1, 2025 | CYLINDER HEADS
We just modified a Lisle keeper removal tool to help with multi-groove keepers. I had to turn down the top on the lathe so it would fit into a ¾” collet. The hammer method doesn’t work well on 3 and 4-groove applications, and it’s not fun trying to...


