by Donnie Hurt | Apr 1, 2017 | OTHER SHOP WORK
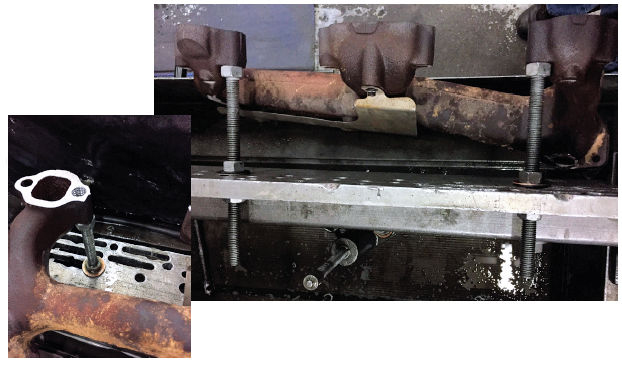
MANIFOLD MOUNT Exhaust manifolds can be resurfaced using a surface grinder with the typical universal cylinder head fixture. First start by tapping threads in the thru holes. I have 1/2”, 9/16”, 5/8” & 3/4” All-thread pieces cut to 8” or so, that I screw into the...

by Donnie Hurt | Apr 1, 2017 | CYLINDER HEADS
DON’T BUST THAT GUIDE If you’ve been having problems breaking off the end of a valve guide, on the spring end of the guide, when installing thin wall guides, I may have a solution. I machine from the spring cup side of the head instead of the valve seat side. You will...

by Donnie Hurt | Apr 1, 2017 | BLOCK WORK
THE OLD OIL PUMP TRICK When align honing Small or Big Block Chevrolets I always install an old oil pump on the #5 main cap. The added stress can change the main bore up to .001” to allow for distortion of the bore when the engine is fully assembled. Joe Foellmer...

by Donnie Hurt | Apr 1, 2017 | TOOLING
OLD PARTS AS STANDARDS Here is a quick way to double check you settings on your Dial Bore Gauge or Sunnen AG-300 Rod Gauge. If you have an engine you work on all the time, make a simple standard from old parts to make sure you are set up correctly. I took a couple...
by Donnie Hurt | Apr 1, 2017 | OTHER SHOP WORK
ELECTRIC ENGRAVING TOOL In our shop we use our TIG welder to remove broken exhaust manifold mounting studs from the exhaust side of cylinder heads. For setup we use DC straight polarity with high frequency start, a sharp tungsten electrode protruding about 3/8 inch...


