
by Donnie Hurt | May 1, 2022 | OPERATIONS
CLEARLY CURTAINS Due to a recent addition of shop equipment, all our machines were moved to make room. To help keep close or neighboring machines from getting each other dirty from flying debris, I used an inexpensive shower liner as a wall between them. Hung with a...
by Donnie Hurt | Apr 1, 2022 | OPERATIONS
BEFORE COVID AND BEYOND Way before the Covid virus I was concerned with getting infection by customary handshaking. I was cutting or scraping my hands on a regular basis in the shop. To keep any germs from entering my body I used the “newskin” liquid bandage to seal...
by Donnie Hurt | Apr 1, 2022 | BLOCK WORK
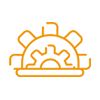
CLEAN CUT When cutting O-ring and receiver grooves for top fuel hoops, it’s important to have plenty of cutting oil to get a nice clean cut in the heads and block. Instead of spraying penetrating oil all over the bench, we do them in the honing tank and flood the work...
by Donnie Hurt | Apr 1, 2022 | ASSEMBLY
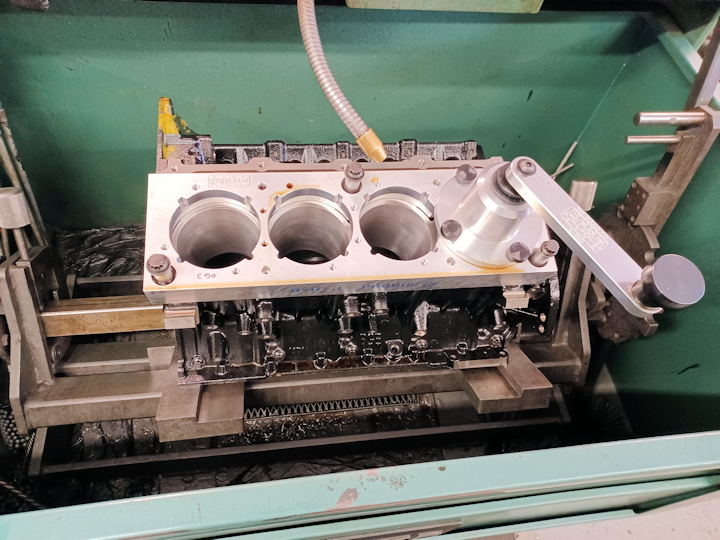
MOCKUP When I mockup to check for piston to valve clearance or pushrod length, I use cardboard strips to simulate the compressed gasket thickness. I lightly snug down a couple of bolts and save the gaskets for the final assembly. Another handy mockup tip is to wrap...
by Donnie Hurt | Apr 1, 2022 | OTHER SHOP WORK
BALANCING TIMESAVER In the past, I balanced individual parts like everyone else; match all to the lightest, piston to piston, rod to rod, etc. But a few years ago, I started following this procedure: Assign all parts an identifying letter, then weigh and record all...


