
by Donnie Hurt | Sep 1, 2021 | BLOCK WORK
THE GROOVY SPOT When I cut the oil groove in lifter bores, I put ink on the top of the cutting tool with a metal marker. It makes it easier to see which side the carbide cutter is on to be sure to cut the grooves on the passenger side of the lifter bores. Then I touch...

by Donnie Hurt | Sep 1, 2021 | CYLINDER HEADS
SET-UP STEMS When checking in heads, it’s nice to just use “Set-up Stems” instead of having a box of miscellaneous valves for testing. They can at least tell you if the valve guides are useable or worn. I have the common sizes, the ones I use a lot and plan to...
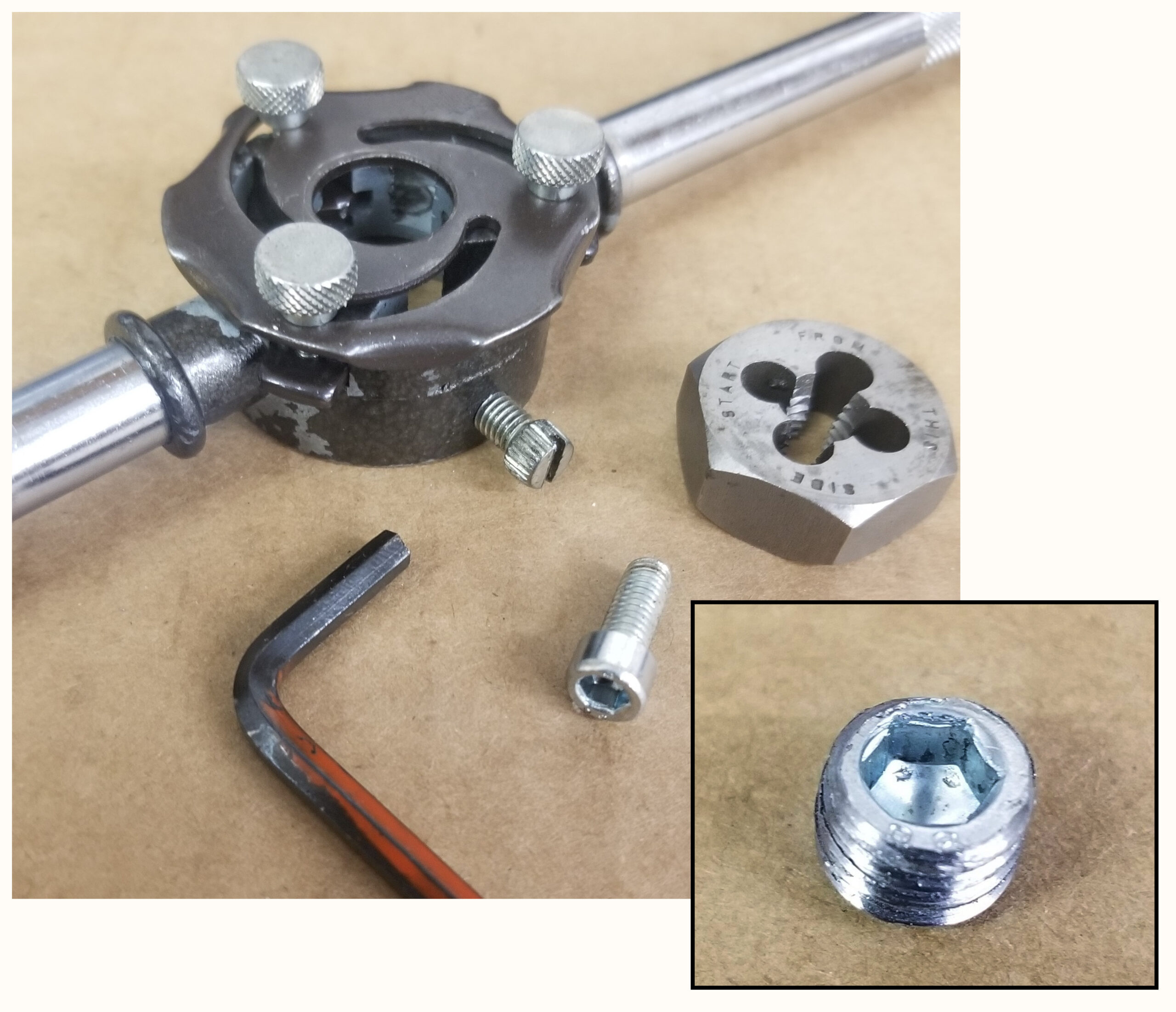
by Donnie Hurt | Sep 1, 2021 | OTHER SHOP WORK
EMERGENCY FITTINGS In the event you come up missing a set screw or oil galley plug, and need to finish a job, one can be quickly made by threading the head of a stainless-steel hex-socket head cap screw. Then cut off and file the smaller original threaded portion of...

by Donnie Hurt | Sep 1, 2021 | CRANKSHAFTS & CONNECTING RODS
USED CRANK SPROCKET When balancing an externally balanced crankshaft, the harmonic damper needs to be installed at the correct location against the timing gear to maintain proper balance. Sometimes you might get a balance job and the timing gear is not on the crank....

by Donnie Hurt | Sep 1, 2021 | BLOCK WORK
FIRE WIRE When I install wire O-rings, I use a mini handheld belt sander to do the first 45° scarf cut. Then, I walk the ring wire around, partially depth-set in place, leaving about 5/8” of a tail. Next, I mark the mating end with a felt tip marker. This gives you a...


