
by Donnie Hurt | Jan 1, 2021 | BLOCK WORK
HIT YOUR MARK Here is a trick I use when I am boring for sleeves, line boring mains or any other type of boring where I absolutely must to hit my size and tolerance is tight. Prior to removing the tool on your 2nd to last cut, set up a mag base and a tenth indicator....

by Donnie Hurt | Dec 1, 2020 | CAMSHAFTS & VALVE TRAIN
GIVE IT SOME BODY Some cam lubes are thin and drip off the cam lobes. I take thin lube and add gel capabilities to hold on to the cam lobe until start up. To do this, I add a small amount of petroleum jelly to thin cam lubes. It gives them more body so they’ll stay in...

by Donnie Hurt | Dec 1, 2020 | OTHER SHOP WORK
ANOTHER ARBOR To cut down the flange on 12-point nuts for clearance, we built this simple arbor which allows us to cut 12 at a time. Simply a piece of all-thread cut on one end to clamp in the jaws and drilled for a pilot hole on the other for the lathe tail stock....
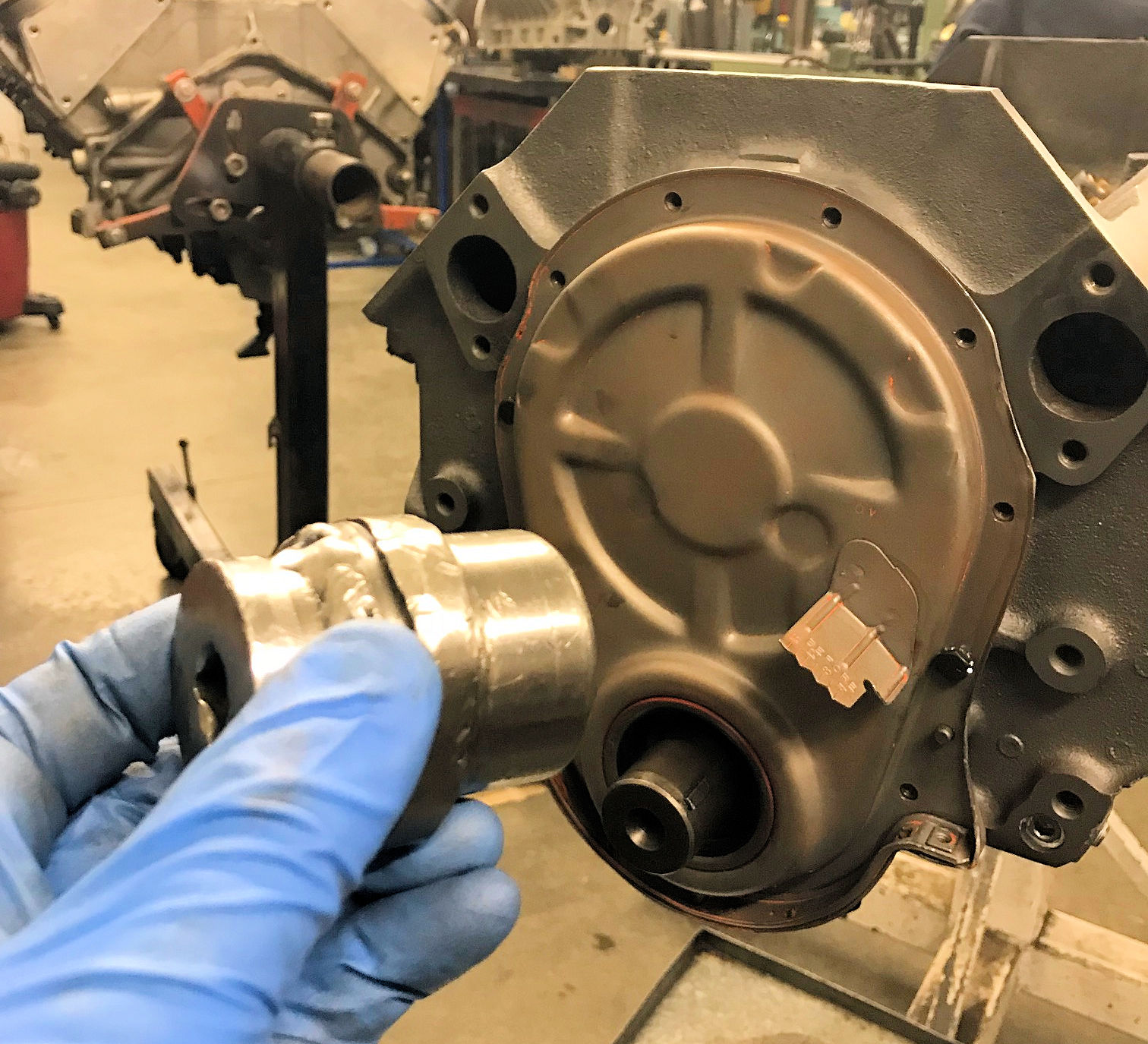
by Donnie Hurt | Dec 1, 2020 | ASSEMBLY
COVER ALIGNMENT On many engines with timing covers that are located by dowel pins, there can me misalignment problems that may result in a leak. To eliminate this is, I drill the dowel pin locator holes in the cover one or two sizes oversize. Then I set it up in place...

by Donnie Hurt | Dec 1, 2020 | OPERATIONS
THE SIX “P’s” Before machining remember, ” Proper Planning Prevents Piss Poor Performance ” and Murphy’s Law will have less of a chance to get you. There is nothing worse for the bottom line than finding a crack or that the cam bearings do not fit...


