
BROWSE BY CATEGORY
BROWSE ALL SHOP SOLUTIONS
LIFTER BUCKET REMOVAL
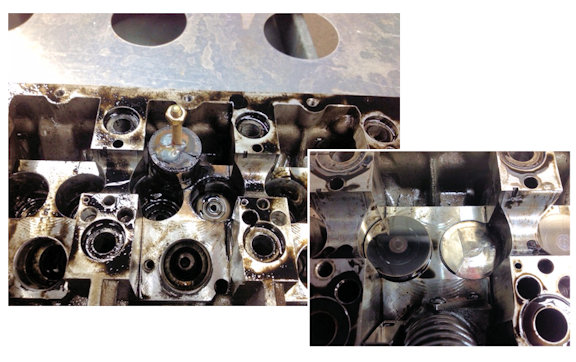
LIFTER BUCKET REMOVAL When the lifters crack on 1.9L VW diesels they will expand in the bore of the head. Welding a bolt on top of the lifter and then using your slide hammer makes for easy removal. Tom Prodahl Cylinder Head Service Minneapolis, MN JUNE, 2022

DON’T FAKE IT, MAKE IT
DON'T FAKE IT, MAKE IT The only way to make money in your shop is to be able to do the job quickly and efficiently. This means having the right good equipment and tooling. But when you get caught needing a special tool and there's no time to wait, just look for...
CARBIDE GROOVE CLEANER
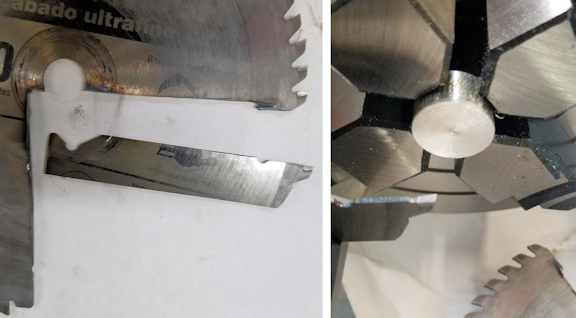
CARBIDE GROOVE CLEANER I needed a narrow grooving tool to quickly clean carbon from piston ring grooves, for an engine restoration project. All the usual grooving tools were too wide, however a carbide tipped circular saw blade was a perfect fit. Using an angle...

INSTALLATION TOOL TOOL
INSTALLATION TOOL TOOL When installing a reluctor wheel on an LS crankshaft, using the brand name alignment tool, use a piece of 4.5" pipe, notched and with a bar welded on the back to take the hammer blows. I can avoid banging on the tool and this provides a better...

FILL IT TO THE TOP
FILL IT TO THE TOP If you have a piston with a dome volume, you're unsure of, here's an easy way to check. Wrap a single layer of thick packing tape around the head land, taller than the dome. It will maintain the full round shape if you're careful. Fill it to the tip...

RECYCLED MEASURING TOOL
RECYCLED MEASURING TOOL To install valve guides on my heads, I just make custom fit measuring tools out of the 6" steel rules I get at the trade shows. I cut them to fit in the lifter bores of the overhead cam engines. It's quick and simple. Matt Peebles Matts Machine...
