
BROWSE BY CATEGORY
BROWSE ALL SHOP SOLUTIONS
ELIMINATE WASTED MOTION
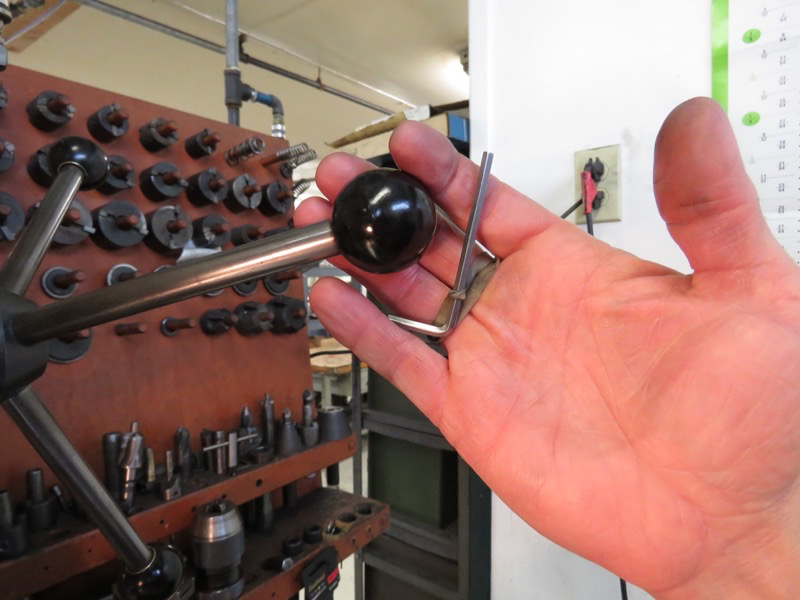
ELIMINATE WASTED MOTION I use an 1/8” allen wrench to insert and extract the pilot while doing valve jobs on cylinder heads. I would frequently misplace this little tool between seats, so I started using a rubber band to keep it attached to the palm of my hand. This...

CHERRYHOPPER
CHERRYHOPPER I took an old Grasshopper mower and made a power zero turn cherry picker out of it. The thing I really like about it is how maneuverable it is around the shop and outside. Another advantage is no legs sticking out front, I can drive right up to a machine...
EASY WAY TO DIVIDE EVENLY
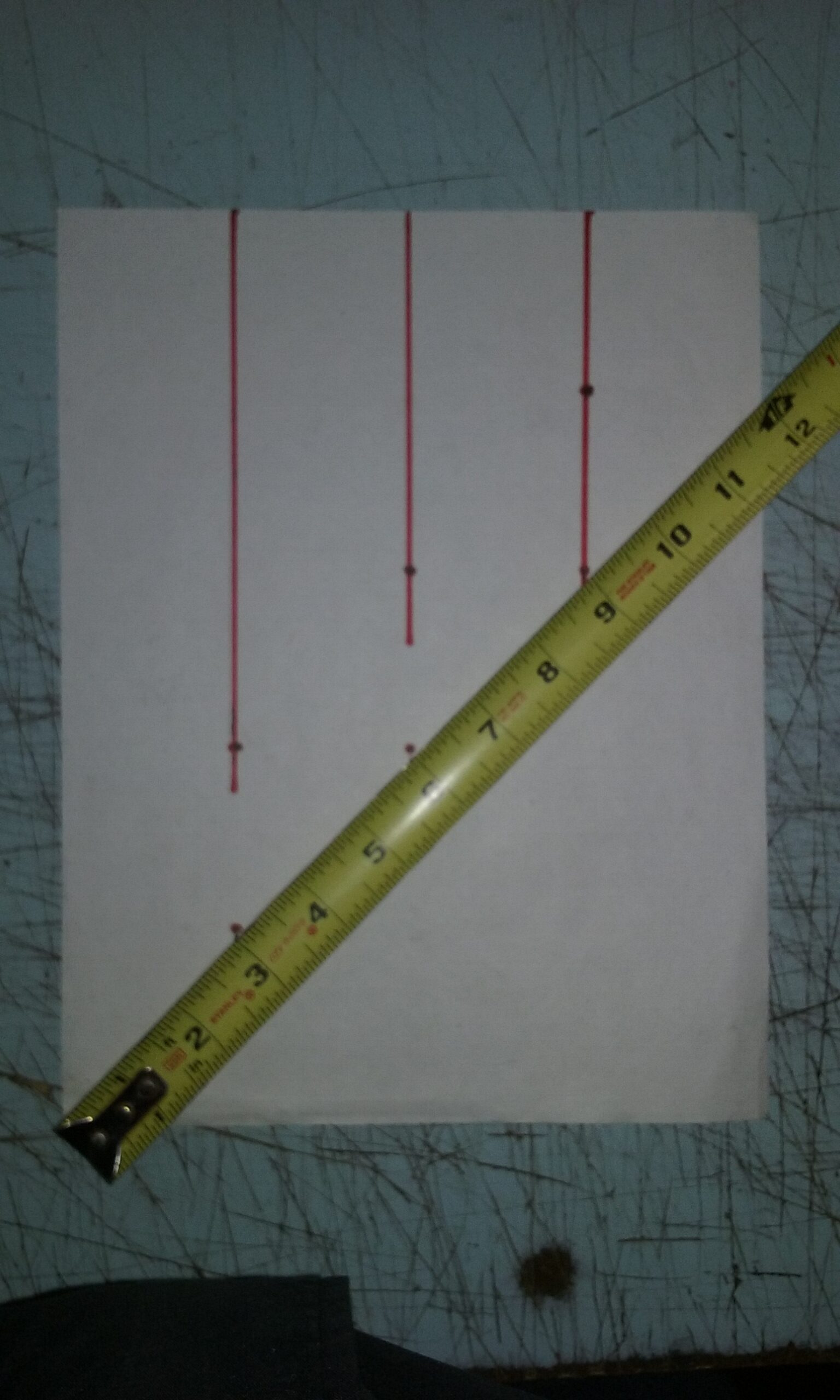
EASY WAY TO DIVIDE EVENLY If you need to divide an item into an even number of segments, there is no need to do mathematical calculations. Take your measuring device and angle it across your work so that it is set on a number divisible by the number of segments you...

FINE BALANCING
FINE BALANCING When you are balancing a crankshaft and you need to add a small about of metal in a spot where there is no hole, I use what I call “pixie dust”. Pixie dust is tungsten shavings that I’ve saved from machining slugs to size in the past. Drill a hole...

MULTI-PURPOSE STORAGE
MULTI_PURPOSE STORAGE In our shop we have multiple crank grinder stones, and we were always tripping over them. We had them leaning up against a wall or the crank grinder, which is pretty reckless considering their value. Before we could actually have an accident, we...
PRESSED FOR FAST BLEED DOWN
PRESSED FOR FAST BLEED DOWN When reassembling late model Chrysler heads with roller follower/hydraulic lash adjuster type lifters, I found that they bleed down much faster when turned upside down. When I used the vise it would take 2 or 3 squeezes and sometimes they...
