by Donnie Hurt | Feb 1, 2016 | CRANKSHAFTS & CONNECTING RODS
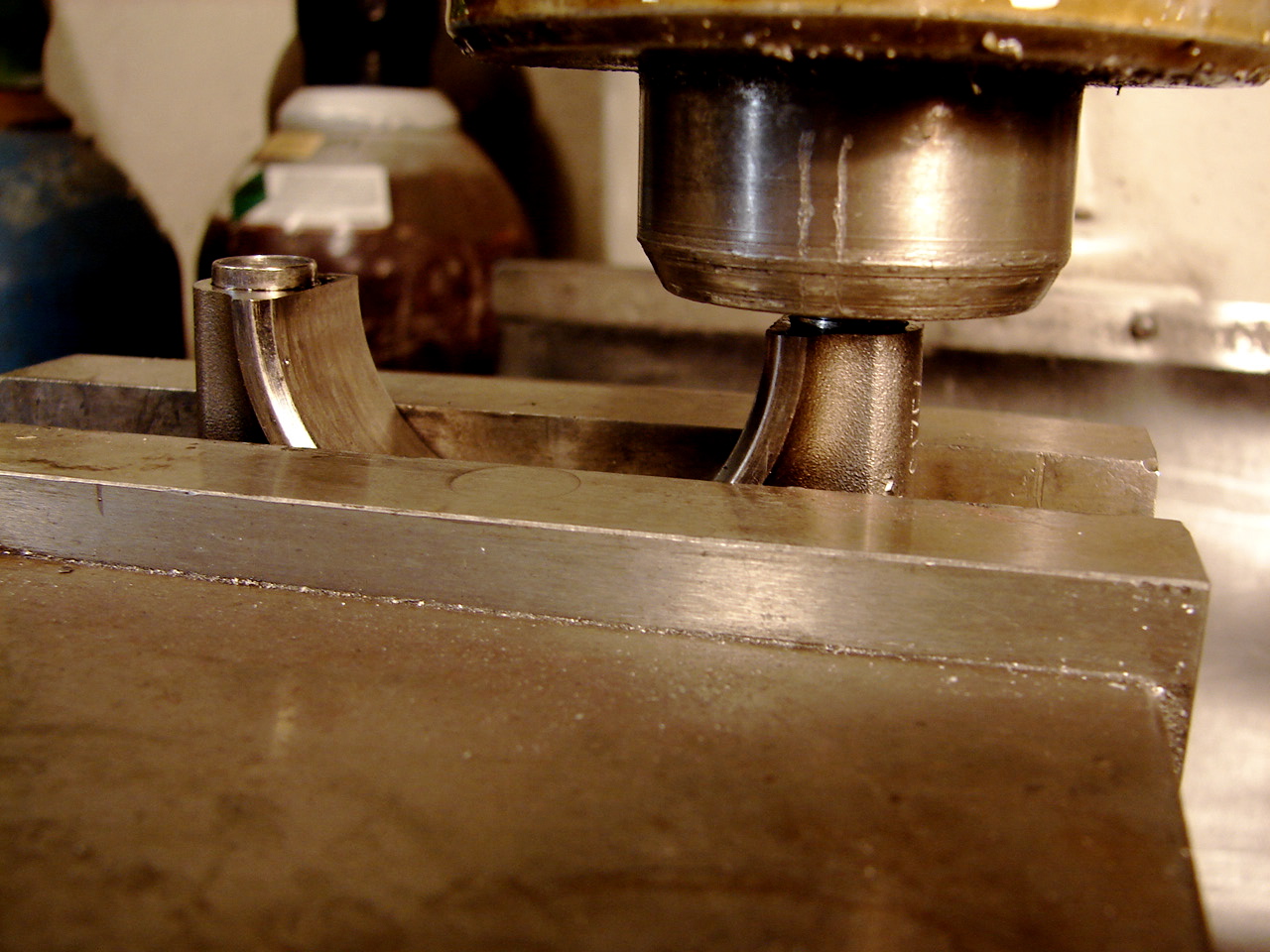
ANOTHER DOWEL PULLER We were trying to remove the alignment dowels from some “H” beam rods and our usual method of using a head dowel puller wasn’t working on the stubborn ones. I was trying to figure out a more precision collet set to use when I decided that my mill...
by Donnie Hurt | Feb 1, 2016 | OPERATIONS
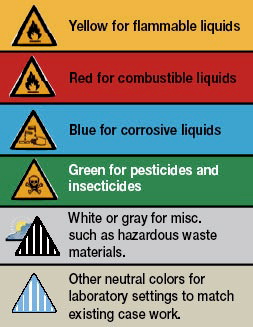
LET’S GET VISUAL ”Visuals” not only help eliminate waste, but can have additional positive impact on a shop’s operation, safety and cost. *Safety glasses (with side shields) should be mandatory in all shop areas; not just machining, grinding, welding, etc.. This can...

by Donnie Hurt | Feb 1, 2016 | OTHER SHOP WORK
SMALL HONE ADAPTOR My shop does not get a lot of requests for small engine work so when I did get a small engine project I would just grab my Sunnen model JN small engine hone and low RPM drill and manually hone the small engine cylinder to size. After holding on to...
by Donnie Hurt | Feb 1, 2016 | CYLINDER HEADS
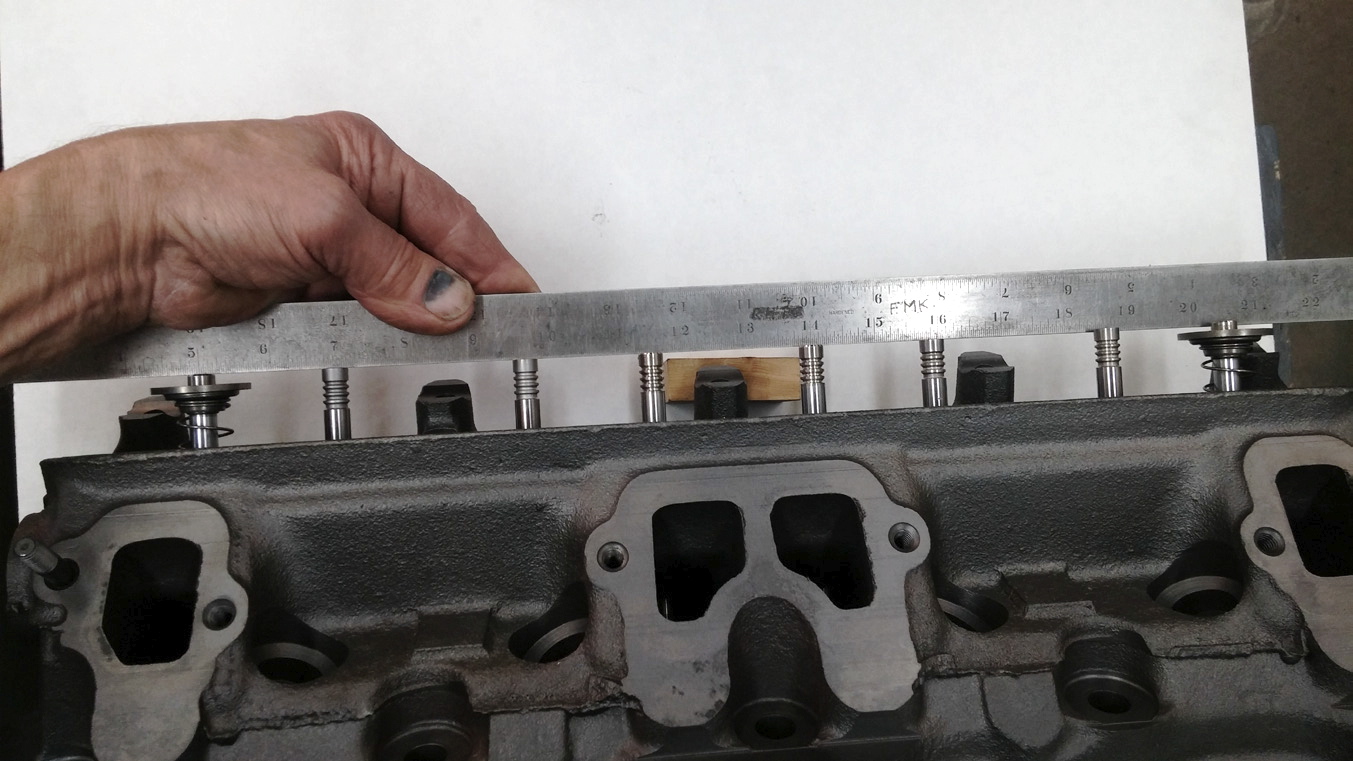
TWO HAND TIPPING I’ve found an easy way to set the valve stem height on heads. I get the two end valves to spec, then install light springs and retainers. This way I can hold the ruler across the top of the tips to adjust the others without needing 3 hands. Randy...

by Donnie Hurt | Jan 1, 2016 | PISTONS & RINGS
MINI GROOVES AND ACCUMULATOR GROOVES EXPLAINED Piston ring second land accumulator grooves provide an area for escaping combustion gases and crankcase pressures, that get past the piston rings, to gather and dissipate. Without this feature, the passing compression...


