
by Donnie Hurt | May 1, 2022 | TOOLING
QUICK EASY STRAP WRENCH The diameter of a diesel engine oil filter was larger than my biggest filter wrench, so I made this strap wrench from an old spark plug socket, worn-out poly-V serpentine belt, and a short length of PVC 1/2″ schedule 40 pipe. I used an...
by Donnie Hurt | May 1, 2022 | PISTONS & RINGS
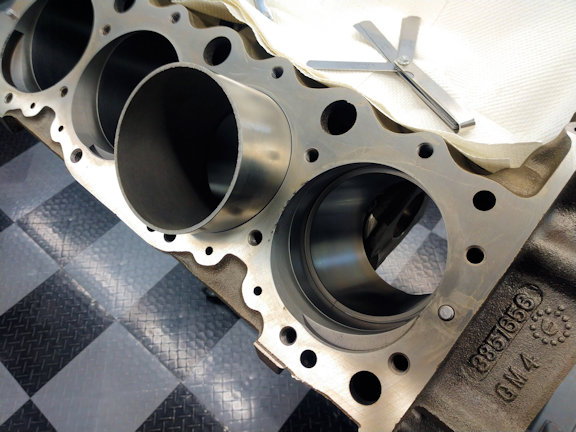
IT’S HIP TO BE SQUARE It’s tough to end gap rings in a canted deck engine such as a 409 Chevy. Turn a scrap piece of cylinder sleeve to about .003’ smaller than the bore. Make sure it’s long enough. Use that and it will allow you to push the rings down the bore...
by Donnie Hurt | May 1, 2022 | OTHER SHOP WORK
CLEAN CUT When surfacing blocks or heads, it’s a good idea to deburr all the water jacket and bolt holes before making cuts. Many heads have scale and residue on those areas that can cause “drag” marks when the tool bit passes over. Marine heads, or any head that’s...

by Donnie Hurt | May 1, 2022 | OTHER SHOP WORK
STRAIGHTENING WITH STUDS Smaller crankshafts and camshafts are so “springy” they can resist straightening and can be hard to straighten by peening. I prefer to use a peening technique on all the crankshafts and camshafts that come through the shop. When on the...

by Donnie Hurt | May 1, 2022 | CYLINDER HEADS
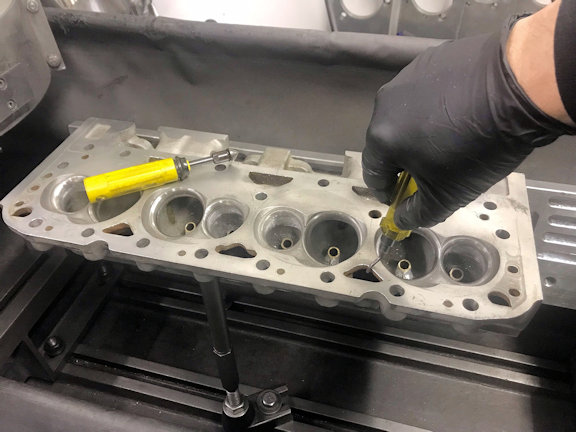
FALSE SEAT I.D. When trying to determine if an iron head has a false seat ring in, we have found the fastest method is to mag-check the head. If it has a false seat in it, you will know instantly. Adney Brown Performance Crankshaft Ferndale, MI ...


