
BROWSE BY CATEGORY
BROWSE ALL SHOP SOLUTIONS
GETTING A HANDLE ON IT
GETTING A HANDLE ON IT This is a simple handle I made for blocks to support them while setting them up in machines that require you to level or tram with a jack screw. It threads into a cylinder head bolt hole. I use it on the surfacer, lifter true machine and it is...
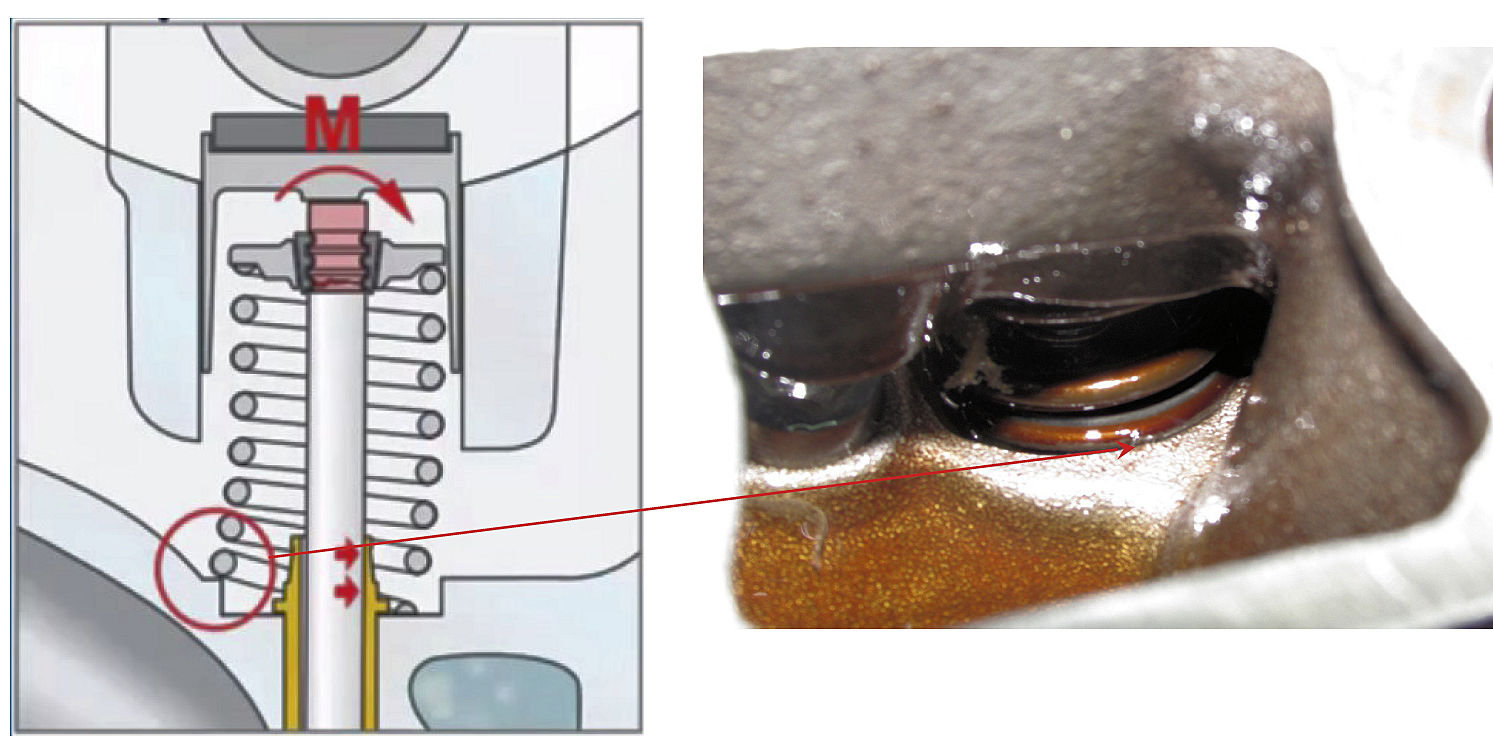
VW VALVE BREAKAGE
VW VALVE BREAKAGE It is not uncommon for the Volkswagen 1.8L, 20-valve cylinder head to require several if not all new intake and exhaust valves once it reaches your shop door. A failed belt, water pump and tensioners can provide quick and devastating havoc inside the...

STOP FRETTING
STOP FRETTING If you work on any high-power adder or high rpm engines, chances are you will see some fretting on the bottoms of main caps and the backside of the upper rod bearing. Even when the tune is right you will still see minor signs of movement between the...

LIFTER BORE GO-NOGO
LIFTER BORE GO-NOGO An expedient method of checking and verifying both lifter bore wear and size is with a “go- nogo” gauge. This is not meant to replace the use of a dial bore gauge, just as a quick check. They are easily machined on a lathe. They can be machined...

CRANK TURNING SOCKET
CRANK TURNING SOCKET I took a BB Chev crank socket and drilled and taped (3) ¼”-20 holes for set screws, 120 degrees apart. You can now use it on Mopar, Pontiac or just about any crankshaft with a 3/16” keyway. Paul Pionessa Pionessa Automotive Lancaster NY February,...

GOOD TO BE FOILED
GOOD TO BE FOILED Keep a roll of kitchen aluminum foil handy in the shop. It is useful for many things including shimming chuck jaws, wrapping parts to keep shavings out, protecting parts from weld splatter, covering mill or lathe ways when machining abrasive cast...
