
by Donnie Hurt | Feb 10, 2026 | TOOLING
If you ever tried to get the locating dowels out of the Cummins main caps, you know that using a straight drift doesn’t work. The bolt holes are tighter on the opposite side of the dowel end. I made an expandable driver spud that allows the removal end to be...
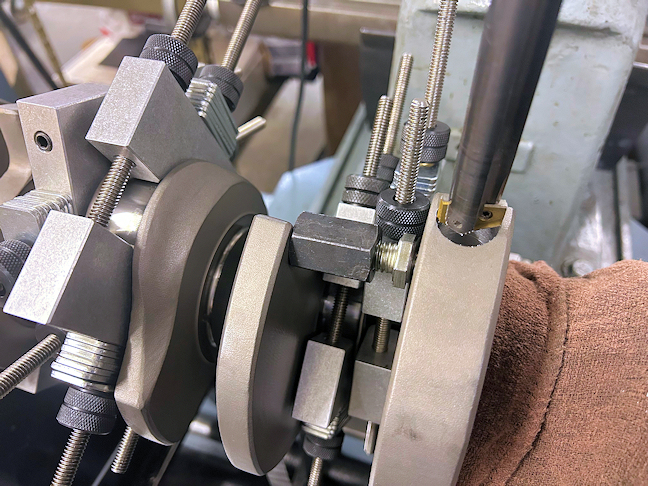
by Donnie Hurt | Jan 26, 2026 | CRANKSHAFTS & CONNECTING RODS
When drilling on cranks for balancing, install a simple jackscrew between the counterweights to eliminate flex at the rod journal. I use the same ones for drilling in line with the crank for heavy metal install, if the counterweight is unsupported on the drill...
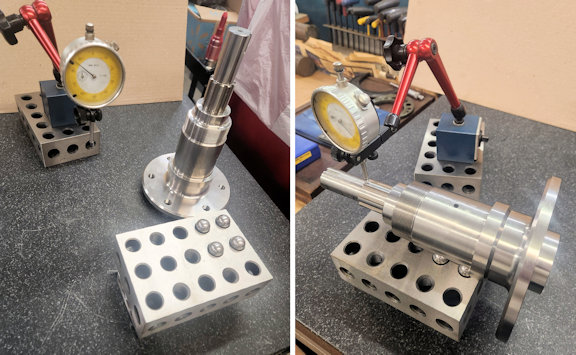
by Donnie Hurt | Jan 12, 2026 | OTHER SHOP WORK
Here’s an easy fixture for inspecting run-out on shafts with a diameter too large to fit in your V-blocks. We place 2-4-6 blocks (or you can use a couple of 1-2-3 blocks) on our granite surface plate. You could also use a mill table. Next drop 4 steel ball bearings...

by Donnie Hurt | Jan 5, 2026 | TOOLING
I have a “snakey” set of 1.75″ headers on my hot rod truck. Several of the spark plugs are nearly impossible to access. I took an extra 5/8″ socket, though the concept would work regardless what size hex. I trimmed it down In the lathe and drilled a...

by Donnie Hurt | Jan 1, 2026 | ASSEMBLY
We all use different assembly lubricants for different areas of our projects. Just have many pill bottles with a smaller hole in the cap to prevent spilling if it gets tipped over. Just fill the bottle with a smaller level of lube so it won’t pour out the top...


