
by Andy Stacy | May 4, 2026 | CYLINDER HEADS
When chamfering valve springs, it’s imperative that you don’t hit the insides of any coils, which could lead to a stress riser and breakage. I insert a trimmed rubber pad to lift the tail away from the next coil and give me some room to work with the...

by Donnie Hurt | Apr 30, 2026 | DISASSEMBLY & CLEANING
When you sell an engine job, you write a work order or at least an invoice of some kind. There are usually numbers on such an invoice. There are also these nifty little stackable plastic bins available at your local big-box store. They are perfectly suited for...
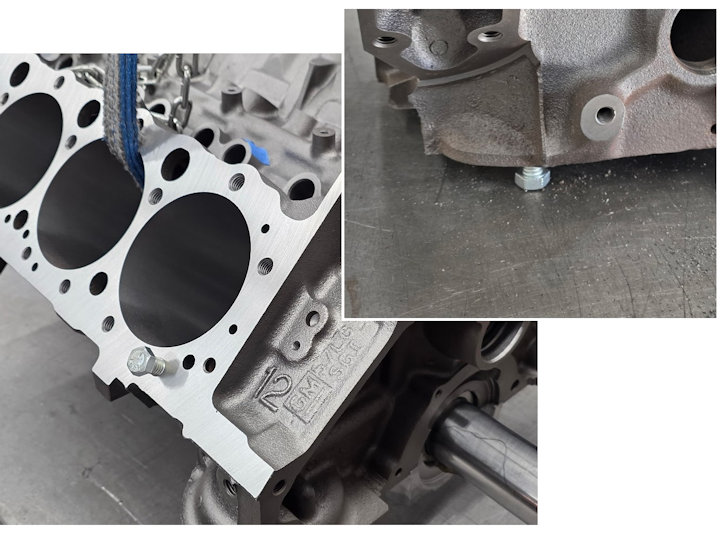
by Donnie Hurt | Apr 27, 2026 | BLOCK WORK
I use steel shop carts to contain the mess of chips and honing oil. After I deck and bore a block, I’ll screw in short bolts in a couple head bolt holes to protect the deck when rolling it over. The job should look good when it’s done, and this is simple...

by Donnie Hurt | Apr 20, 2026 | CYLINDER HEADS
Having preset ball-head and profile cutters for jobs you repeat often, with specific seat profiles to match the valve job you want for a given head, can save time and money. Especially if you are adjusting a seat location different from the factory spec, over and...

by Donnie Hurt | Apr 16, 2026 | CRANKSHAFTS & CONNECTING RODS
Here’s a little adapter we came up with to hold the degree wheel on crankshafts. It’s great when adding keyways. Use a piece of machined Delrin that fits snuggly into the pilot bushing hole and precisely locates the degree wheel. Not all hubs have exact...


